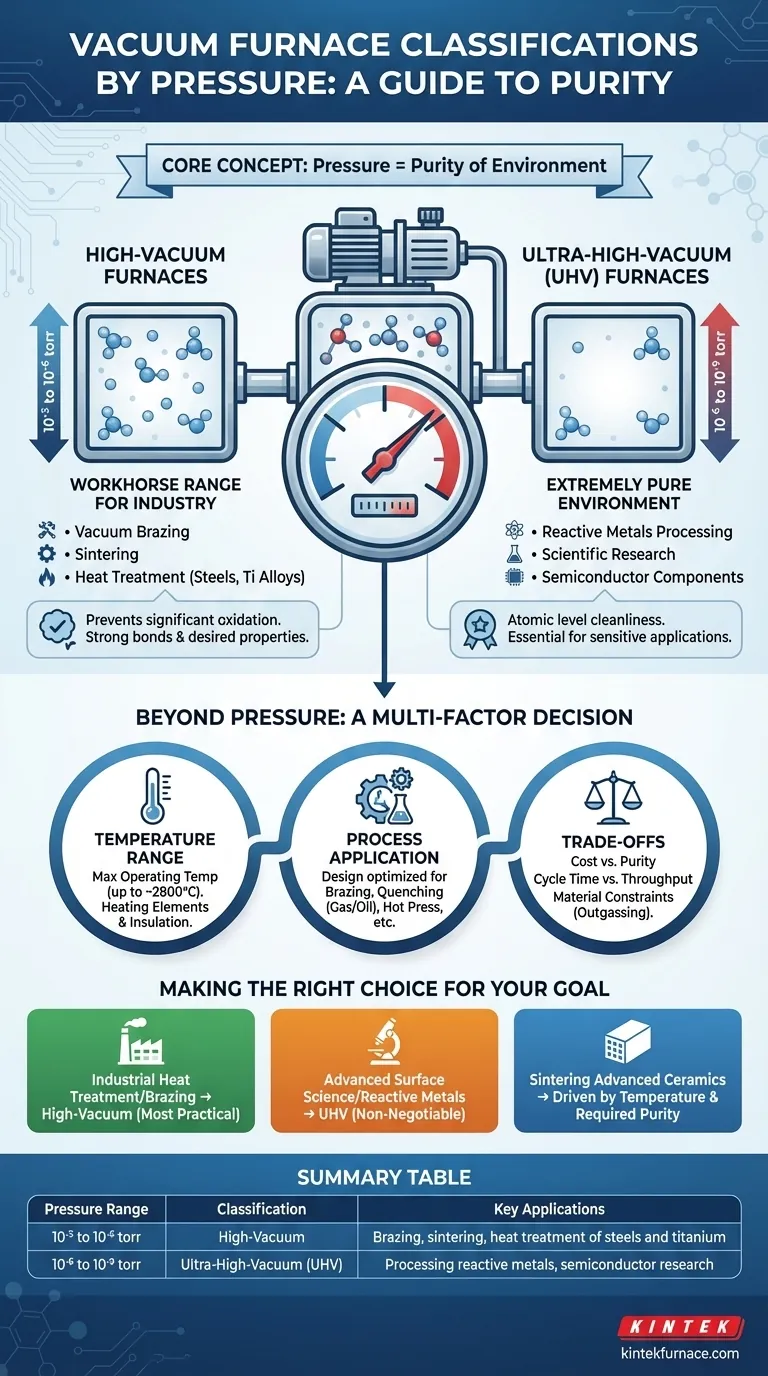
从根本上说,真空炉的压力分类定义了其加工环境的纯度。真空炉根据此指标分为两大类:高真空炉(操作压力范围为10⁻³至10⁻⁶托)和超高真空(UHV)炉(操作压力范围从10⁻⁶降至10⁻⁹托)。这种区别至关重要,因为它直接影响炉子可以处理的材料类型和工艺。
真空分类问题不仅仅关乎压力范围;它关乎对污染的控制。在高真空和超高真空之间做出选择,是关于您需要多彻底地去除反应性大气气体以实现所需材料性能的决定。
为何压力水平是关键规范
真空的主要目的是创造一个受控的惰性环境。在热处理、钎焊和烧结中使用的高温下,材料会与氧气和氮气等大气气体高度反应。真空度决定了这种环境的“洁净”程度。
真空的作用:不仅仅是空旷空间
真空是指气体压力远低于大气压的空间。通过去除空气,您可以去除可能导致材料表面发生不希望的化学反应(如氧化)的分子。
较低的压力数值意味着更少的残留气体分子,因此您的工艺环境更纯净。
高真空炉(10⁻³至10⁻⁶托)
这是大量工业应用的主力工作范围。它为真空钎焊、烧结以及大多数工具钢、不锈钢和钛合金的光亮热处理等工艺提供了足够清洁的环境。
这种真空度足以防止显著氧化,并确保许多常见材料的清洁、牢固的结合和所需的冶金性能。
超高真空(UHV)炉(10⁻⁶至10⁻⁹托)
超高真空范围代表着极其纯净的环境,专为最敏感的应用保留。这些炉子用于处理高活性金属或进行对原子级表面清洁度至关重要的科学研究。
实现超高真空需要更先进的泵送系统、专用结构材料和更长的抽空时间。它对于先进材料科学、半导体元件和某些高纯度合金的开发至关重要。

超越压力:多因素决策
虽然压力是关键分类指标,但选择合适的炉子需要全面考虑几个相互关联的规格。您所需的压力范围通常由这些其他因素决定。
温度范围:第二个关键轴
炉子还根据其最高操作温度进行分类,这由所用的加热元件和绝缘材料决定。
- 低温(高达约1000°C):通常使用镍铬加热元件。
- 中温(高达约1600°C):通常使用钼或碳化硅元件。
- 高温(高达约2800°C):需要石墨或钨元件。
您的工艺所需的温度(例如,烧结陶瓷与钎焊铝部件)是决定炉子选择的主要因素。
工艺应用和淬火方法
不同的应用需要不同的炉子设计。例如,真空钎焊炉针对部件连接进行了优化,而气体淬火炉则设计用于通过高压惰性气体快速冷却部件以达到特定的硬度。
其他专业类型包括用于特定钢材的油淬炉和用于在同时加热和加压下烧结粉末的真空热压炉。
理解权衡
选择真空度是技术要求和实际限制之间的平衡。过度规定您的真空需求可能导致不必要的成本和工艺效率低下。
成本与纯度
实现更低的压力会指数级地增加成本。超高真空系统需要多级泵送系统(例如,涡轮分子泵和离子泵)、卓越的密封件和更严格的制造,所有这些都会显著增加成本。
循环时间和吞吐量
抽空至超高真空水平比达到高真空状态需要更长的时间。对于工业生产而言,更长的循环时间意味着更低的吞吐量。通常,最经济的选择是提供“足够好”的真空度,而非绝对纯净的炉子。
材料和工艺限制
被加工的材料也会限制可达到的真空度。一些材料在高温下会“放气”,释放出截留的气体,从而难以达到或维持高真空。炉子设计必须考虑到这一点。
为您的目标做出正确选择
您的选择应以材料和工艺的具体要求为指导,而不是追求尽可能低的压力。
- 如果您的主要关注点是标准合金的工业热处理或钎焊:高真空炉(10⁻³至10⁻⁶托)几乎总是最实用且最具成本效益的解决方案。
- 如果您的主要关注点是加工高活性材料或进行先进表面科学研究:超高真空(UHV)系统是实现所需纯度的不可妥协之选。
- 如果您的主要关注点是烧结先进陶瓷或复合材料:您的决定将首先由所需的温度范围驱动,然后由为防止该特定材料污染所需的真空度驱动。
最终,选择合适的真空炉是关于将环境的纯度和温度精确匹配您的材料加工需求。
总结表:
| 压力范围 | 分类 | 主要应用 |
|---|---|---|
| 10⁻³至10⁻⁶托 | 高真空 | 钎焊、烧结、钢和钛的热处理 |
| 10⁻⁶至10⁻⁹托 | 超高真空 (UHV) | 活性金属加工、半导体研究 |
需要定制真空炉解决方案吗? KINTEK凭借卓越的研发和内部制造能力,提供先进的高温炉,包括马弗炉、管式炉、旋转炉、真空炉和气氛炉,以及CVD/PECVD系统。我们深入的定制能力确保与您独特的实验要求精确匹配。立即联系我们,提升您实验室的效率并实现卓越的材料加工成果!
图解指南