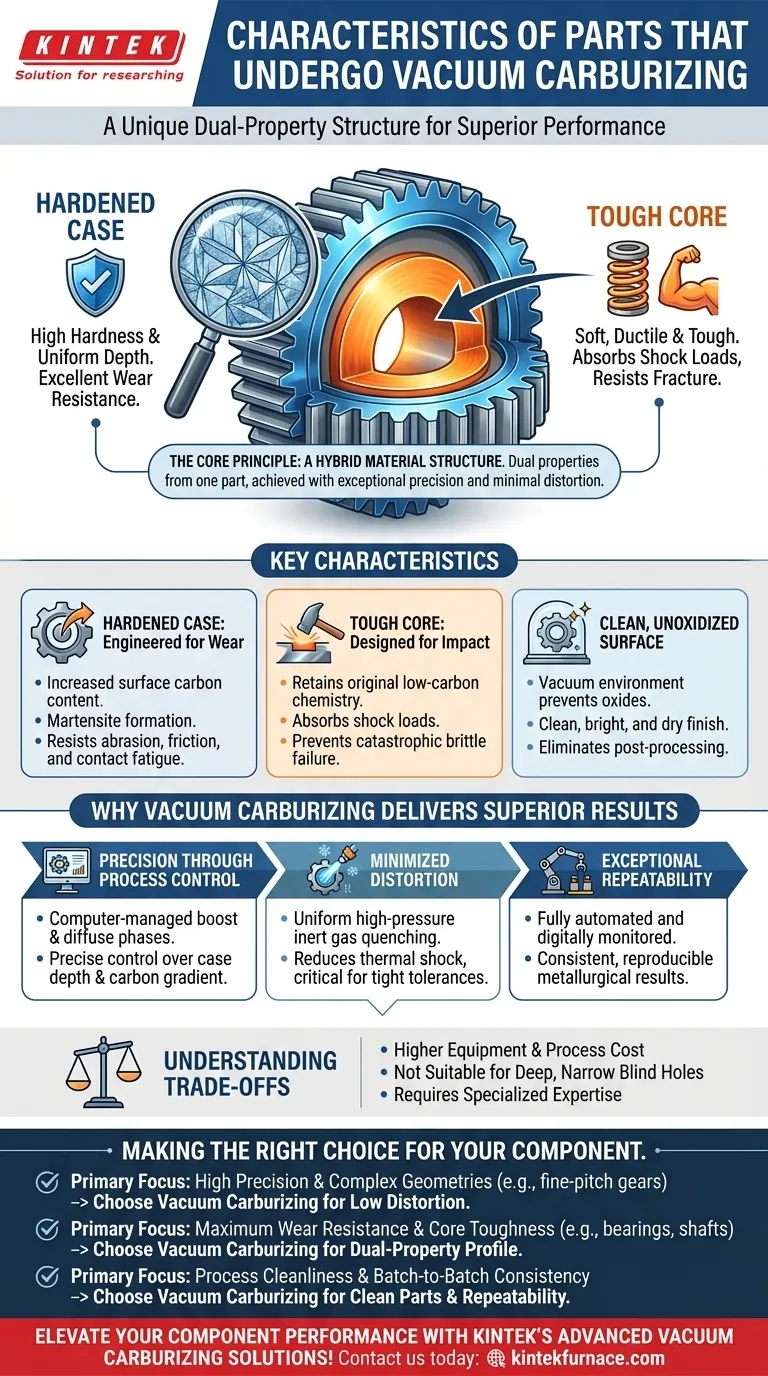
经过真空渗碳的零件的特点是具有独特且非常理想的双重性能结构。它们具有极硬、耐磨的表层(称为渗碳层),而零件内部(称为心部)则保持柔软、有韧性和高强度。这种组合使得部件能够承受显著的表面磨损和接触应力,而不会在负载下变脆并易于断裂。
真空渗碳的核心优势不仅仅是硬化零件,而是制造出具有两种截然不同、优化材料轮廓的部件:坚硬的耐磨“外壳”和高韧性的减震“核心”。这是以极高的精度和最小的零件变形来实现的,这对复杂的高性能部件至关重要。
核心原理:混合材料结构
真空渗碳,也称为低压渗碳 (LPC),是一种表面热处理工艺,从根本上改变了钢制部件的表面。它由单个整体零件形成出一种复合材料般的结构。
为耐磨性而设计的硬化渗碳层
该工艺在高度控制的真空环境中将碳原子扩散到钢的表面。这仅增加了表面的碳含量,淬火后会形成非常坚硬的马氏体层。
该渗碳层具有高硬度和均匀深度的特点,可提供出色的抗磨损、抗摩擦和接触疲劳能力。
为抗冲击和抗疲劳而设计的高韧性心部
部件的内部不受碳扩散的影响。它保留了原来的低碳化学成分,形成了一个更柔软、更有韧性的心部。
这个高韧性的心部对零件的整体耐用性至关重要,使其能够吸收冲击载荷并抵抗可能从表面开始萌生的裂纹扩展。它可以防止灾难性的脆性断裂。
清洁、无氧化表面
由于整个过程都在真空中进行,零件在高温下从不暴露于氧气中。这完全防止了表面氧化物的形成。
最终得到的部件清洁、光亮且干燥,通常无需进行抛丸或清洁等后处理步骤。

为什么真空渗碳能带来卓越的结果
最终零件的特性是真空渗碳工艺固有的精度的直接结果。它提供了传统大气渗碳无法比拟的控制水平。
通过过程控制实现精度
现代真空炉使用复杂的计算机控制来管理温度、真空度和渗碳气体(通常是乙炔)的引入。该过程在“提升”阶段(气体引入)和“扩散”阶段(允许碳渗透)之间交替进行。
这种循环方法可以精确控制渗碳层深度和碳梯度,确保始终达到所需的精确性能。
最小化变形
渗碳后,零件使用高压惰性气体(如氮气或氦气)进行淬火,而不是使用油等苛刻的液体。气体淬火使零件冷却更均匀、更温和。
这显着减少了热冲击和零件变形,对于精细齿距齿轮等复杂、公差严格的部件来说是一个关键优势。
出色的可重复性
该过程的全自动化和数字监控特性确保了批次中的每个零件以及不同批次之间的每个零件都接受完全相同的处理。
这带来了高度一致和可重复的冶金结果,这是安全关键和高性能应用的基本要求。
了解权衡
尽管真空渗碳功能强大,但它并非万能的解决方案。了解其局限性是做出明智决定的关键。
较高的设备和工艺成本
真空炉比传统的大气炉更复杂,资本成本更高。工艺循环时间也可能更长,从而增加了每个零件的成本。
不适用于所有几何形状
尽管在控制变形方面表现出色,但由于气体在如此深的特征内的流动受限,极深和狭窄的盲孔的均匀渗碳仍然具有挑战性。
需要专业知识
操作和维护真空渗碳系统需要更高水平的技术专业知识来管理真空系统、气体控制和计算机编程。
为您的部件做出正确的选择
最终,使用真空渗碳的决定取决于您的零件的具体性能要求。
- 如果您的主要关注点是高精度和复杂几何形状: 真空渗碳是更好的选择,因为它低变形的气体淬火可以保护严格的公差。
- 如果您的主要关注点是最大耐磨性与心部韧性的结合: 该工艺专门设计用于创建齿轮、轴承和轴所需的那种双重性能轮廓。
- 如果您的主要关注点是工艺清洁度和批次间一致性: 计算机控制的真空环境可为关键应用提供清洁的零件和无与伦比的可重复性。
选择真空渗碳是生产冶金精度、性能和可靠性不容妥协的部件的一项战略性决策。
摘要表:
| 特性 | 描述 |
|---|---|
| 硬化渗碳层 | 高硬度和均匀深度,以实现耐磨性 |
| 高韧性心部 | 柔软、有韧性的内部,用于减震 |
| 清洁表面 | 光亮、无氧化物的光洁度,通常无需后处理 |
| 最小变形 | 通过精确的气体淬火实现 |
| 高重复性 | 安全关键应用的结果一致 |
通过 KINTEK 先进的真空渗碳解决方案提升您的部件性能! 我们利用卓越的研发和内部制造能力,为各种实验室提供高温炉系统,例如真空与气氛炉,这些系统专为精度和最小变形而设计。我们强大的深度定制能力确保我们满足您独特的实验需求,提供具有卓越耐磨性和韧性的零件。立即联系我们 讨论我们如何优化您的热处理工艺!
图解指南