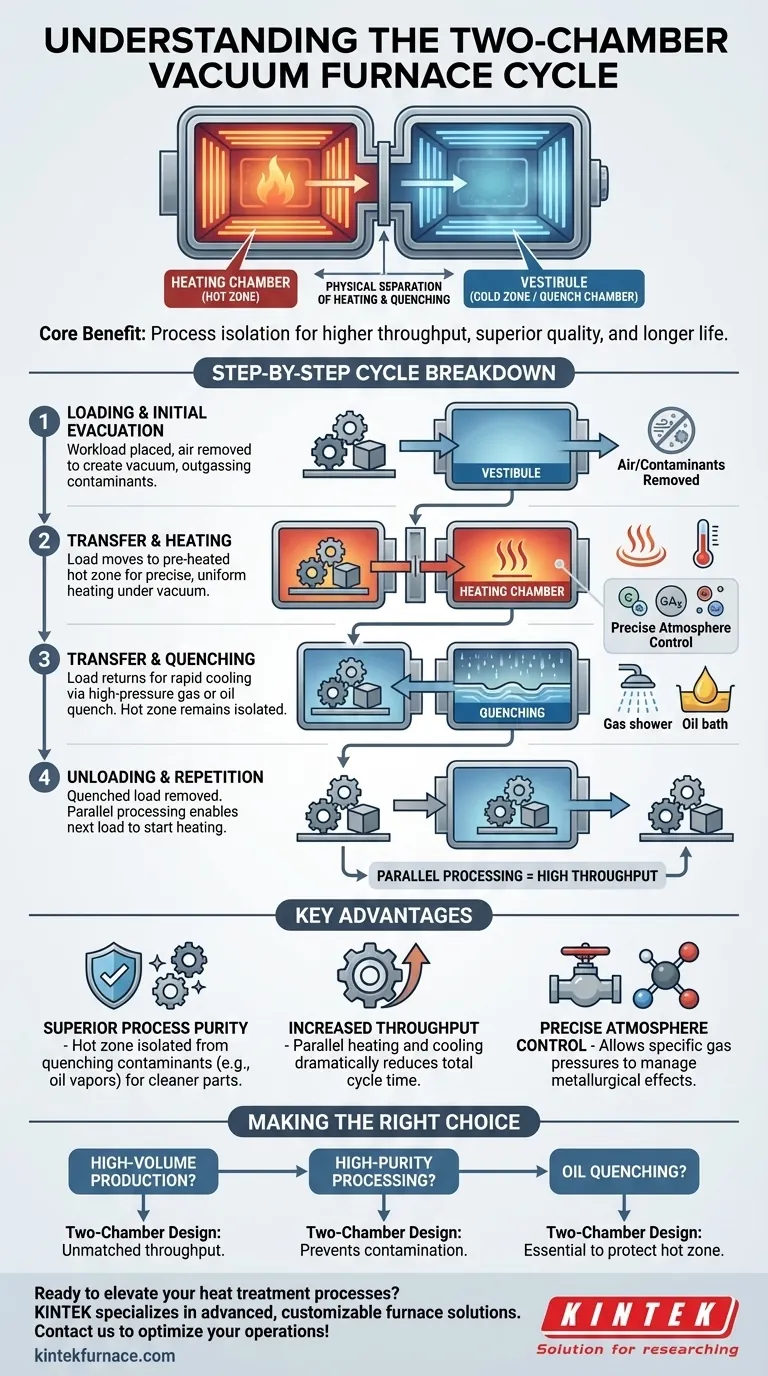
从核心来看,双室真空炉通过物理分离热处理循环的加热和淬火阶段来运行。工件被装入前室,该前室被抽真空后,内门打开,允许工件转移到预热的加热区。加热循环结束后,工件被移回前室进行快速冷却(淬火),可用油或气体淬火,而加热室则保持真空和温度,为下一个工件做好准备。
双室设计的根本优势在于工艺隔离。通过将洁净、高温的加热室与淬火环境分离,与单室设计相比,它实现了更高的吞吐量、卓越的零件质量和更长的炉子寿命。
双室设计的目的
真空炉在低压环境中加热材料,以防止氧化和其他不必要的化学反应。双室结构通过为加热和冷却创建专用区域来优化此过程。
加热室(“热区”)
这是内部腔室,保持稳定的真空和高温。其唯一目的是以极高的精度和均匀性对材料施加热量。
由于从不暴露于空气或淬火介质,该腔室保持异常洁净,可防止对工件造成污染。
前室(“冷区”或“淬火室”)
这个外部腔室具有双重作用。首先,它充当真空隔离室,用于装载和卸载零件,而不会破坏热区的真空。
其次,它包含淬火系统。加热后,工件返回此处进行快速冷却,可使用高压气体淬火或将其浸入集成油箱中。

循环的分步细分
整个过程都是自动化的,确保了每次装载的完美可重复性。工件的整个过程遵循四个不同的步骤。
步骤1:装载和初步抽真空
工件被放置在前室中。外门密封,真空泵系统将该腔室中的空气排出。此步骤还用于对工件进行脱气,去除挥发性污染物,防止它们进入原始的热区。
步骤2:转移和加热
一旦前室达到目标真空度,分隔两个腔室的内门就会打开。传输机构将工件从前室移动到加热室。
内门关闭,材料在规定持续时间内加热到精确温度,以进行硬化、退火或真空渗碳等工艺。
步骤3:转移和淬火
加热循环完成后,内门再次打开。工件被迅速转移回前室。
内门立即关闭,隔离热区。淬火过程在前室中开始,高压惰性气体在此循环或工件浸入油中以获得所需的材料性能。
步骤4:卸载和重复
当第一批工件正在淬火时,热区已准备好接受下一批工件,该工件可能正在前室中进行抽真空。这种并行处理是系统高吞吐量的关键。
一旦淬火的工件冷却到安全温度,前室就会排气回到大气压,然后取出成品零件。
了解主要优势
双室设计是解决单室炉固有局限性的解决方案,但它也涉及自身的一系列考虑。
优势:卓越的工艺纯度
最显著的好处是将热区与淬火污染物隔离。在油淬中,油蒸汽被限制在前室中,从不进入加热室,从而防止加热元件和绝缘材料上积碳。这使得零件更清洁,炉子维护更少。
优势:提高吞吐量
由于加热和淬火过程并行发生,炉子几乎始终保持生产状态。当一批工件正在冷却和卸载时,下一批工件已经在加热。与必须完全冷却才能卸载的单室炉相比,这大大减少了每批工件的总循环时间。
优势:精确的气氛控制
隔离的热区允许在加热过程中精确控制气氛。这包括使用特定的气体分压来管理冶金效应,例如抑制工具钢表面铬在高温下的蒸发。
为您的工艺做出正确的选择
选择炉子结构完全取决于您对质量、产量和工艺类型的操作目标。
- 如果您的主要重点是高产量生产:双室炉的并行处理能力为硬化、渗碳和其他常见热处理提供了无与伦比的吞吐量。
- 如果您的主要重点是高纯度加工(例如,医疗或航空航天):隔离的热区可防止淬火介质造成污染,确保最洁净的零件和工艺可重复性。
- 如果您的主要重点是油淬:几乎总是需要双室设计,以保护热区免受油蒸汽造成的严重污染。
最终,双室真空炉是一种工程解决方案,可在不妥协的情况下同时提供加工速度和冶金精度。
摘要表:
| 阶段 | 描述 | 主要优点 |
|---|---|---|
| 装载和初步抽真空 | 工件进入前室;排出空气以形成真空,对污染物进行脱气。 | 准备工件,防止热区污染。 |
| 转移和加热 | 工件转移到预热的热区,在真空中进行精确加热。 | 确保均匀加热、工艺纯度和可重复性。 |
| 转移和淬火 | 工件返回前室,使用气体或油淬进行快速冷却。 | 隔离热区,允许快速冷却而无污染。 |
| 卸载和重复 | 卸下淬火的工件;下一批工件可以并行处理。 | 提高吞吐量,减少每批工件的循环时间。 |
准备好提升您的热处理工艺了吗?KINTEK 专注于先进的高温炉解决方案,包括马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统。凭借卓越的研发和内部制造能力,我们提供深度定制以满足您独特的实验需求,确保更高的吞吐量、卓越的零件质量和更长的炉子寿命。立即联系我们,讨论我们的双室真空炉如何优化您的操作,实现效率和纯度!
图解指南