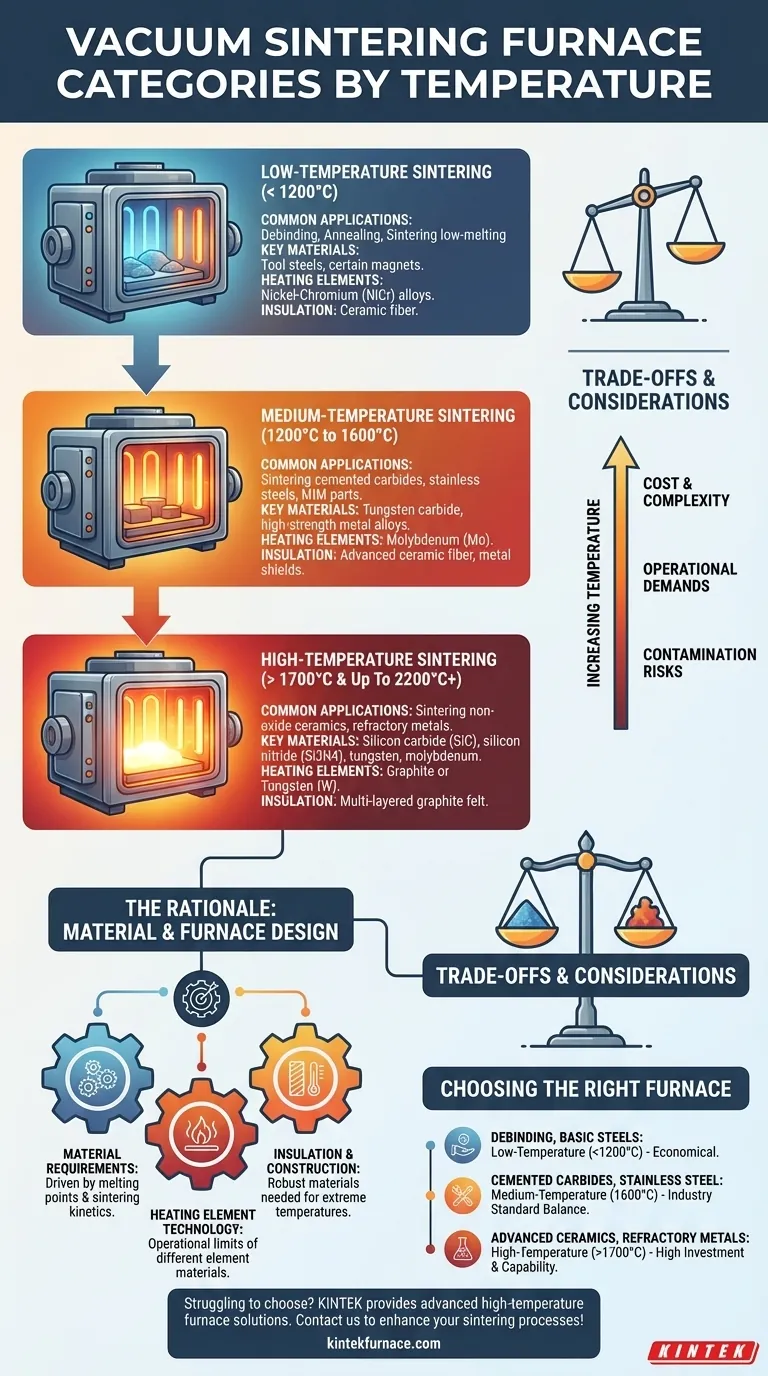
在实践中,真空烧结炉大致分为三个温度范围,尽管确切的界限可能会有所不同。最常见的分类将它们分为低温(低于1200°C)、中温(1200°C至1600°C)和高温(高于1700°C)。这种分类是一种实用的指导原则,其驱动因素是炉子内部组件的能力以及它们旨在处理的材料。
真空烧结炉的温度分类并非随意标注;它直接反映了其可以处理的材料。炉子的选择——以及其相关的成本和复杂性——基本上取决于目标材料的熔点和烧结动力学。
温度范围背后的原理
理解这些类别存在的原因比记住确切的数字更重要。这种分类是材料科学和工程局限性的直接结果。
材料要求驱动炉子设计
主要因素是材料本身的烧结温度。不同的材料需要截然不同的热能水平才能使其颗粒键合并致密化。
例如,某些工具钢在1200°C以下能有效烧结,而氮化硅等先进陶瓷则需要远超1700°C的温度才能达到完全致密。
加热元件技术
炉子的最高温度由其加热元件决定。这些元件使用不同的材料,每种材料都有独特的最高工作温度限制。
- 镍铬(NiCr)合金常用于最低温度的炉子。
- 钼(Mo)是中温范围的主力,通常可达1600°C或略高。
- 石墨或钨(W)是高温和超高温所必需的,因为它们可以在1700°C以上甚至超过2200°C下可靠运行。
绝缘和结构
随着温度升高,对炉子绝缘和结构完整性的要求也随之增加。
低温炉可能使用陶瓷纤维绝缘,而高温型号则需要更坚固(且昂贵)的材料,如多层石墨毡,以防止热量损失并保持结构稳定性。

温度类别细分
每个类别都服务于一组独特的工业和研究应用,由其能成功烧结的材料定义。
低温烧结(最高约1200°C)
此范围常用于加工的初始阶段,例如脱脂,其中粘合剂在最终烧结前从生坯中烧除。
它也足以烧结一些低熔点合金以及某些类型的磁体和工具钢。这些炉子最常见且最具成本效益。
中温烧结(约1200°C至1600°C)
这是用途最广、使用最广泛的类别。它是加工硬质合金(如钴粘结碳化钨)、不锈钢和各种高强度金属合金的行业标准。
此范围内的炉子,通常指定为1400°C或1600°C型号,在材料能力和运营成本之间提供了良好的平衡。
高温烧结(>1700°C)
此类别专用于先进和特种材料。它对于烧结非氧化物陶瓷如碳化硅(SiC)和氮化硅(Si3N4),以及难熔金属如钨和钼至关重要。
这些炉子可达到2200°C或更高,代表着一项重大投资,并应用于航空航天、国防和先进电子产品等高科技领域。
理解权衡
选择炉子并非简单地选择最高温度。更高的能力伴随着显著的妥协。
成本与能力
真空炉的成本随其最高工作温度呈指数级增长。高温炉不仅购买成本更高,运营成本也更高,因为能耗更高,更换部件(加热元件、绝缘材料)也更昂贵。
操作复杂性
高温炉需要更复杂的控制系统和更严格的操作规程。加热和冷却周期通常更长,操作员失误损坏昂贵炉子的风险也大得多。
材料污染风险
在极端温度下,即使是炉子内部的组件也可能成为污染源。例如,石墨加热元件可能将碳引入敏感材料中,这对于某些高纯度陶瓷或金属应用可能是不希望的。
为您的应用做出正确选择
您的材料决定您的需求。使用应用来指导您的选择,并避免为不必要的能力买单。
- 如果您的主要关注点是脱脂、退火或烧结基本工具钢:低温炉(最高1200°C)是最经济高效的选择。
- 如果您的主要关注点是硬质合金、不锈钢或MIM零件:中温炉(最高1600°C)是行业标准,可在性能和成本之间提供最佳平衡。
- 如果您的主要关注点是先进陶瓷或难熔金属:您必须投资高温炉(1700°C+),并准备好承担其更高的初始和持续运营成本。
最终,将炉子的温度范围与您的特定材料要求相匹配是实现成功和可重复烧结的最关键决策。
总结表:
| 温度范围 | 常见应用 | 关键材料 |
|---|---|---|
| 低(< 1200°C) | 脱脂、退火 | 工具钢、低熔点合金 |
| 中(1200-1600°C) | 烧结硬质合金、不锈钢 | 碳化钨、金属合金 |
| 高(> 1700°C) | 先进陶瓷、难熔金属 | 碳化硅、钨 |
是否正在努力为您的实验室独特需求选择合适的真空烧结炉?在 KINTEK,我们利用卓越的研发和内部制造能力,提供先进的高温炉解决方案,包括马弗炉、管式炉、旋转炉、真空和气氛炉,以及 CVD/PECVD 系统。我们强大的深度定制能力确保我们能精确满足您的实验要求,无论您是使用工具钢、硬质合金还是先进陶瓷。不要让温度限制阻碍您的研究——立即联系我们,讨论我们的定制解决方案如何增强您的烧结工艺并推动实验室创新!
图解指南