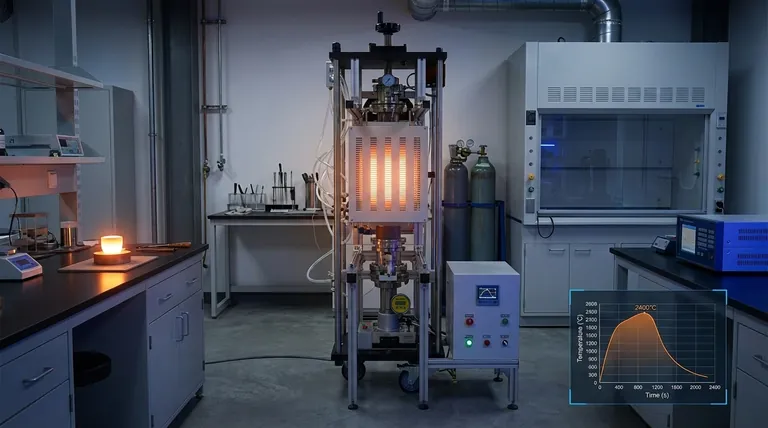
本质上,真空热压烧结炉主要分为三个主要温度范围。这些常见的分类是低温(最高约 800-1200°C)、中温(最高 1600-1700°C)和高温(最高 2400°C 及以上)。虽然具体的温度界限在不同制造商之间可能略有差异,但这种三级系统是行业标准的分类方法。
炉子的温度分类并非随意标签,而是其结构材料(尤其是加热元件和绝缘材料)的直接反映。这从根本上决定了炉子可以加工的材料类型,并决定了其运营成本和复杂性。
主要温度分类
理解这些级别是为特定材料科学或制造目标选择正确设备的第一个步骤。每个级别都针对一套不同的应用进行了工程设计。
低温范围(最高约 1200°C)
该类别的炉子通常用于钎焊、退火以及熔点较低的金属的烧结等工艺。它们也适用于加工某些类型的聚合物和玻璃陶瓷。
这些炉子的设计相对简单,通常采用坚固且经济高效的加热元件,如镍铬(NiCr)或康泰尔(FeCrAl)合金。
中温范围(约 1200°C 至 1700°C)
这是烧结各种材料(包括许多工程陶瓷,如氧化铝(Al₂O₃)和氧化锆(ZrO₂))以及粉末冶金应用的非常常见的范围。
这些炉子需要更先进的加热元件,能够承受更高的温度,例如碳化硅(SiC)或二硅化钼(MoSi₂)。
高温范围(高于 1700°C)
此类别专用于加工最先进和要求最苛刻的材料。应用包括非氧化物陶瓷(如碳化硅(SiC)和氮化硅(Si₃N₄))的烧结,以及难熔金属(如钨和钼)的加工。
在这些极端温度下运行需要由石墨、钼或钨制成的专用加热元件,这些元件必须通过高真空或纯惰性气体环境来防止氧化。
为什么温度决定了炉子的设计
最高工作温度是炉子设计中最关键的因素。它会引发一系列影响每个组件的工程决策。
加热元件的作用
加热元件的材料必须能够承受目标温度而不会降解。如果在高温应用中使用低温镍铬元件,它会简单地熔化或迅速氧化。
相反,为低温工艺使用昂贵的石墨或钨元件在经济上是低效且不必要的。
绝缘的重要性
绝缘包也必须额定适用于最高温度。低温炉可能使用陶瓷纤维板,而高温系统通常依赖于石墨毡层或反射金属隔热罩。
不良的绝缘会导致热量损失、效率低下以及炉腔和外部组件可能损坏。
对操作环境的影响
在有氧气的情况下,高温加热元件(如石墨和钨)会迅速燃烧殆尽。这是这些炉子必须在真空中运行或充入氩气等惰性气体的主要原因。
这一要求增加了显著的复杂性,需要强大的真空泵、密封件和控制系统,而这些在低温炉中则不那么关键。
理解权衡
选择炉子是一个平衡能力与实际约束的问题。更高的温度伴随着显著的权衡。
成本与能力
随着温度能力的提高,成本呈指数级增长。高温元件(石墨、钨)和绝缘材料所需的异种材料比低温或中温炉中使用的材料昂贵得多。
操作复杂性
高温系统需要更严格的操作程序。管理真空度、气体纯度以及精确的加热和冷却斜率对于保护炉子和确保工艺可重复性至关重要。
维护和耗材
高温炉中的组件,特别是加热元件和某些类型的绝缘材料,被视为寿命有限的耗材。它们的更换会增加总拥有成本。
为您的应用做出正确选择
您的特定材料和工艺目标将直接决定所需的炉子类别。
- 如果您的主要重点是金属退火、钎焊或基本粉末冶金:低温炉(最高 1200°C)提供最可靠且最具成本效益的解决方案。
- 如果您的主要重点是烧结常见工程陶瓷或先进金属合金:中温炉(最高 1700°C)提供广泛材料所需的通用性能。
- 如果您的主要重点是开发非氧化物陶瓷、难熔金属或新型复合材料:高温炉(高于 1700°C)是必不可少的,需要对设备及其操作专业知识进行投资。
最终,将炉子的温度能力与材料的加工要求相匹配是实现成功且经济高效结果的关键。
总结表:
| 温度范围 | 典型应用 | 常用加热元件 |
|---|---|---|
| 低温(最高约 1200°C) | 金属钎焊、退火、低熔点烧结 | 镍铬(NiCr)、康泰尔(FeCrAl)合金 |
| 中温(约 1200°C 至 1700°C) | 工程陶瓷(Al₂O₃、ZrO₂)、粉末冶金 | 碳化硅(SiC)、二硅化钼(MoSi₂) |
| 高温(高于 1700°C) | 非氧化物陶瓷(SiC、Si₃N₄)、难熔金属 | 石墨、钼、钨 |
需要定制的真空热压烧结炉以满足您的温度要求?
在 KINTEK,我们深知选择合适的炉子对您的材料科学或制造成功至关重要。我们在高温炉设计方面的专业知识,加上卓越的研发和内部制造能力,确保您获得精确匹配您需求的解决方案——无论是用于低温钎焊、中温陶瓷烧结,还是高温先进复合材料加工。
我们提供全面的高温炉系列,包括先进的真空和气氛炉,并具备深度定制能力,以满足您独特的实验和生产需求。
让我们讨论您的应用。立即联系我们的专家,为您的实验室找到最佳的炉子解决方案。
图解指南




















