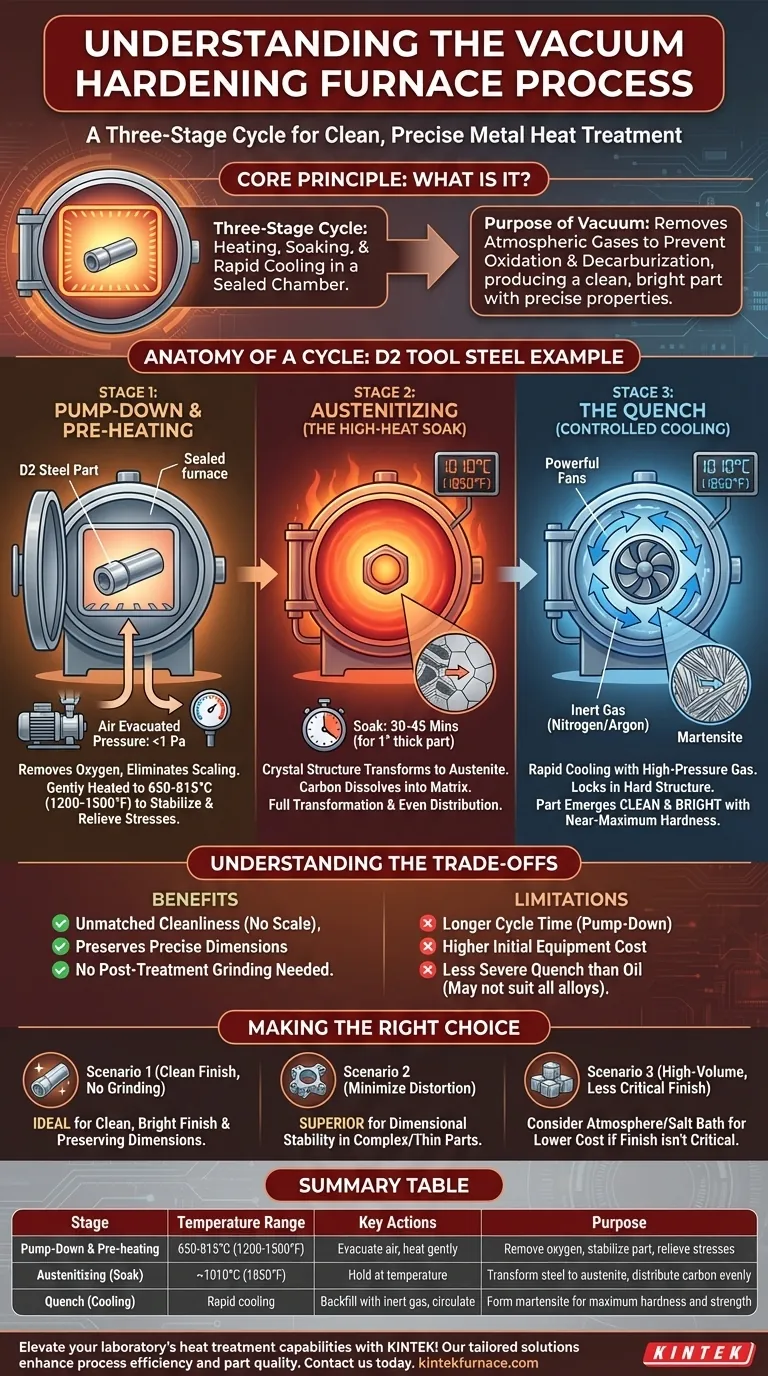
其核心是,真空淬火工艺是在密封腔室中进行的三阶段循环。首先,金属部件在深真空下加热到特定的淬火温度。其次,它们在该温度下保持(称为“保温”),以确保整个部件内部结构发生转变。最后,使用高压惰性气体快速冷却它们,以锁定所需的硬度和强度。
使用真空的根本目的不是真空本身,而是它所防止的。通过去除大气气体,该过程消除了氧化和脱碳等表面反应,生产出清洁、光亮的部件,具有精确且可预测的机械性能。
真空淬火循环的解析
为了使其具象化,我们以一种常见的工具钢(如D2)的淬火为例。这种高碳、高铬钢用于需要优异耐磨性的模具和切削工具。
阶段1:抽真空和预热
循环开始时,将D2钢部件装入冷炉并密封炉门。
然后,强大的真空系统抽出空气,通常达到比外部大气低数百万倍的压力水平。这关键的一步去除了氧气,而氧气是高温下产生结垢和表面缺陷的主要原因。
一旦建立真空,部件会缓慢加热到预热温度,通常在650-815°C(1200-1500°F)左右。这一步骤稳定部件,缓解先前加工产生的内部应力,并确保部件在下一个关键阶段均匀加热。
阶段2:奥氏体化(高温保温)
从预热温度开始,炉子会快速将部件加热到D2钢特定的奥氏体化温度,通常约为1010°C(1850°F)。
在这个温度下,钢的晶体结构会转变为一种称为奥氏体的相,它具有将碳溶解到其基体中的独特能力。
然后部件会“保温”——在这个温度下保持预定时间。这确保了整个部件,包括其核心,都已完全转变,并且碳和其他合金元素均匀分布。对于1英寸厚的D2截面,这种保温可能持续30-45分钟。
阶段3:淬火(受控冷却)
这是“淬火”时刻。为了锁定坚硬的结构,钢必须从奥氏体化温度快速冷却。
在真空炉中,这不是用油或水完成的。相反,加热元件被关闭,腔室快速回充高压惰性气体——通常是氮气或氩气。
强大的风扇以高速循环这种气体,快速均匀地从部件中带走热量。这种快速冷却迫使奥氏体转变为马氏体,这是一种非常坚硬、坚固但易碎的晶体结构。部件从炉中取出时具有接近最大硬度。

理解权衡
真空淬火对许多应用来说是一种卓越的工艺,但它并非唯一的解决方案。了解其优点和局限性是做出明智决策的关键。
优点:无与伦比的清洁度和精度
主要优点是结果:一个清洁、光亮的部件,没有表面氧化皮。由于没有氧化或脱碳(表面碳损失),淬硬部件通常不需要后续清洁或加工。这保留了部件的精确尺寸。
成本:循环时间和设备
真空炉是复杂的机器。与可以将部件直接装入热腔室的惰性气氛炉相比,初始抽真空大大增加了整个过程的时间。设备本身购买和维护成本更高。
局限性:冷却强度
尽管现代高压气体淬火非常有效,但它通常比强烈的油浴提供的淬火强度低。对于某些低合金钢或需要极快冷却才能获得完全硬度的非常厚的部件,真空气体淬火可能不够。
为您的应用做出正确选择
选择合适的热处理工艺完全取决于最终部件的要求。
- 如果您的主要关注点是清洁、光亮的表面并避免后处理研磨:真空淬火是保留部件表面和尺寸的理想选择。
- 如果您的主要关注点是最大程度地减少复杂或薄部件的变形:真空工艺的均匀加热和受控气体淬火提供了卓越的尺寸稳定性。
- 如果您的主要关注点是简单碳钢的大批量淬火,且表面光洁度不关键:更传统且成本较低的惰性气氛炉或盐浴可能是一种更经济的解决方案。
最终,选择真空淬火是对工艺控制的投资,适用于最终部件质量和精度不容妥协的应用。
总结表:
| 阶段 | 温度范围 | 关键操作 | 目的 |
|---|---|---|---|
| 抽真空和预热 | 650-815°C (1200-1500°F) | 抽空空气,缓慢加热 | 去除氧气,稳定部件,缓解应力 |
| 奥氏体化(保温) | ~1010°C (1850°F) | 在温度下保持 | 将钢转变为奥氏体,均匀分布碳 |
| 淬火(冷却) | 快速冷却 | 回充惰性气体,循环 | 形成马氏体以获得最大硬度和强度 |
使用KINTEK提升您实验室的热处理能力!凭借卓越的研发和内部制造,我们提供先进的高温炉解决方案,如马弗炉、管式炉、旋转炉、真空和气氛炉以及CVD/PECVD系统。我们强大的深度定制能力确保与您的独特实验需求精确匹配,为工具钢淬火及其他应用提供清洁、精确的结果。立即联系我们,讨论我们的定制解决方案如何提高您的工艺效率和部件质量!
图解指南