报废批次的寂静
想象一下这个场景:一批精密航空航天部件,经过数小时复杂的热处理循环后,从真空炉中取出。纸面上一切都很完美。炉子的额定温度很高,真空泵也动力强劲。
然而,过程后的检查却揭示了不同的情况。有些零件符合硬度规格;有些则不然。其中一些零件发现了微观变形。这批零件不一致。结果是无声的、昂贵的失败——一堆报废的材料和处于危险之中的生产计划。
这种情况并非功率不足。这是对过程缺乏信任的表现。它揭示了一个我们在寻找“最佳”设备时常常忽略的基本事实:我们在心理上倾向于追求庞大、简单的数字,但真正重要的指标要微妙得多。
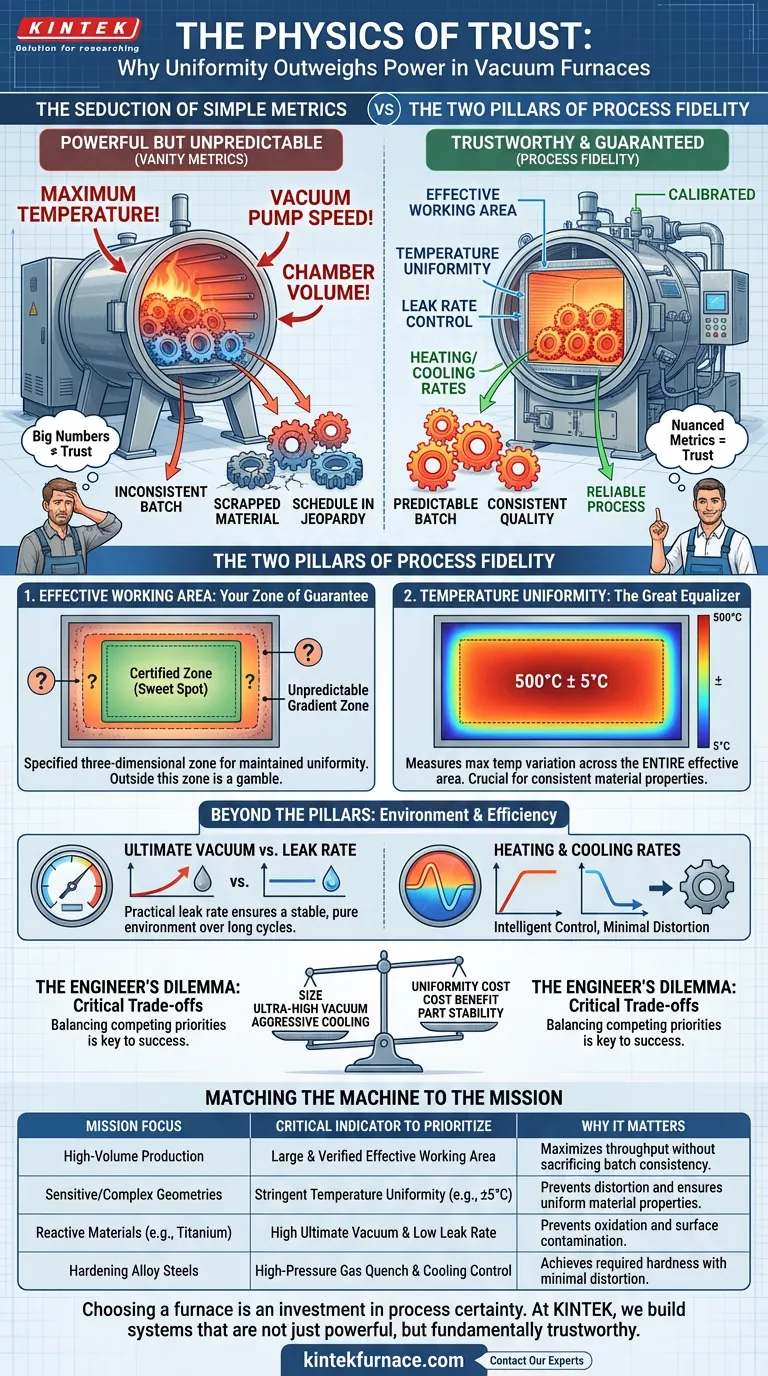
简单指标的诱惑
在评估复杂系统时,我们的大脑会寻求捷径。最高温度、真空泵抽空速度、腔室体积——这些在规格表上很容易找到,并且易于比较。它们感觉很明确。
但这些往往是虚荣指标。它们描述的是炉子的理论潜力,而不是其实际的、可重复的性能。真空炉的真正衡量标准是其创造可预测且完全均匀的热环境的能力。它的工作不是要强大;它的工作是值得信赖。
这种信任建立在两个核心支柱之上。
过程保真度的两大支柱
任何真空热处理的质量,从退火到气体淬火,几乎完全取决于炉子对其内部空间和温度的控制能力。
1. 有效工作区域:您的保证区
有效工作区域不是炉子的整个内部体积。它是设备能够维持指定温度均匀性的特定、有保证的三维区域。
将其视为“最佳区域”。它是您过程可靠性的物理边界。放置在该认证区域外的任何零件都可能受到热梯度和不可预测结果的影响。更大的有效区域可以提高产量,但前提是整个空间都遵循相同的严格热规则。
2. 温度均匀性:伟大的均衡器
这可以说是最关键的性能指标。它测量的是炉子稳定后,在整个有效工作区域内的最大温度变化(例如,±5°C)。
不均匀的温度就像试图在一个一侧温度高出 50 度的烤箱里烤蛋糕。无论您的配方多么精确,结果都必然不一致。对于材料而言,这直接转化为硬度、晶粒结构和内部应力的变化,完全破坏了处理的目的。
超越支柱:环境与效率
虽然工作区域和均匀性定义了热处理过程的质量,但其他指标定义了环境的质量和操作的效率。
-
极限真空与泄漏率:极限真空是系统的理论最佳值。泄漏率——压力随时间缓慢上升——是实际情况。低泄漏率对于日常操作更为重要,因为它确保了真空环境在整个长周期内保持纯净和稳定,防止污染。
-
加热和冷却速率:现代炉子的性能也关乎控制。以精确、可编程的速率升高温度,以及关键的降低温度的能力至关重要。对于高压气体淬火等工艺,冷却系统快速均匀地提取热量的能力,才能在不引起液淬火引起的变形的情况下,实现先进合金的硬化。
工程师的困境:驾驭关键的权衡
选择炉子涉及平衡相互竞争的优先事项。理解这些权衡至关重要。
-
尺寸与均匀性:随着有效工作区域的增加,实现严格的温度均匀性变得越来越困难和昂贵。一个均匀性差的大型炉子是一个负担。
-
真空度与成本:追求您不需要的高真空会增加复杂性和成本,但没有实际效益。目标是将真空度与材料的敏感性相匹配。
-
冷却功率与零件稳定性:剧烈的冷却会产生巨大的热应力,导致变形或开裂。一个卓越的系统不仅仅在于原始的淬火功率,还在于其控制系统管理它的智能。
将机器与任务相匹配
最终,合适的炉子不是数字最高的那个,而是其性能特征与您的应用需求精确匹配的那个。
| 任务重点 | 需要优先考虑的关键指标 | 为何重要 |
|---|---|---|
| 大批量生产 | 大且经过验证的有效工作区域 | 在不牺牲批次一致性的情况下最大化产量。 |
| 敏感/复杂几何形状 | 严格的温度均匀性(例如,±5°C) | 防止变形并确保均匀的材料性能。 |
| 活性材料(例如,钛) | 高极限真空和低泄漏率 | 防止氧化和表面污染。 |
| 硬化合金钢 | 高压气体淬火和冷却控制 | 以最小的变形实现所需的硬度。 |
选择炉子是对过程确定性的投资。它需要超越宣传册上的规格,深入了解均匀性和稳定性的物理学。这就是工程学成为一门手艺的地方——用户目标与设备深刻理解的能力之间的伙伴关系。在 KINTEK,我们的理念建立在这种伙伴关系之上,提供可定制的马弗炉、管式炉和先进的真空炉系统,旨在在一个精确定义的可用工作区域内提供保证的均匀性。我们制造的系统不仅强大,而且根本上值得信赖。
为了确保您的设备能够提供您的材料应得的过程保真度,请联系我们的专家。
图解指南