材料失效中的隐藏变量
一位航空航天工程师在氮化后检查了一批起落架部件。规格要求均匀的渗层深度为 0.5 毫米,但测试显示存在不一致。有些区域完美;有些区域则过于脆弱或太软。工艺温度正确,气体混合物稳定,循环时间精确。
罪魁祸首不在于“什么”或“何时”,而在于“如何”。这些部件在一个优先考虑速度而非稳定性的炉中进行了处理,从而产生了微观的热点和冷点。失效不是化学错误,而是热错误——一个源于炉子基本设计的系统性问题。
这种情况凸显了热处理中一个关键但常常被忽视的决定:热壁炉和冷壁炉的选择。这不仅仅是一个技术选择;这是一个关于两种不同热力学原理的选择。
耐心的物理学:理解热壁设计
要理解其应用,您必须首先欣赏其结构。热壁炉遵循一种刻意、浸入式加热的原理。
根本不同的理念
在传统的“冷壁”炉中,加热元件位于真空室的内部,就像烤箱一样——强烈而快速。
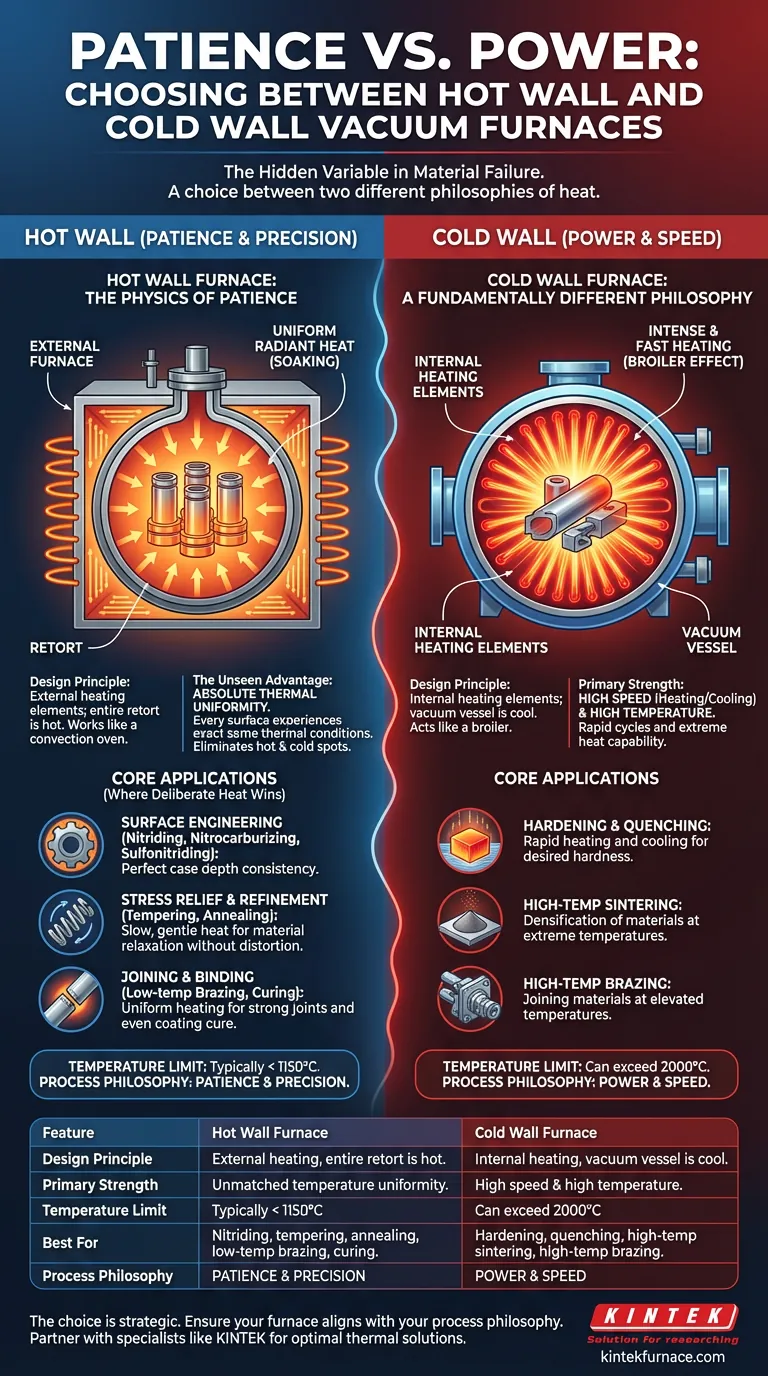
“热壁”炉的工作原理类似于对流烤箱。密封的真空室或炉胆被放置在一个更大的炉子的内部。加热元件位于外部,从各个方向加热炉胆。真空在炉胆内部,但热量来自外部。
炉胆的壁会变热,并用均匀的辐射热“浸泡”内部的组件。
看不见的优势:绝对的热均匀性
这种“浸泡”是热壁炉的超能力。通过从各个方向加热整个环境,它消除了可能困扰内部元件设计的热点和冷点。
每个部件的每个表面——无论它是否朝向加热元件——都经历完全相同的热条件。这种无与伦比的温度均匀性是该设计存在的主要原因。它提供了在许多其他系统中物理上不可能实现的稳定性。
深思熟虑的热量获胜之处:核心应用
为了获得这种完美的均匀性所付出的代价是速度和峰值温度。热壁炉通常限于 1150°C (2100°F) 以下,并且加热和冷却循环要慢得多。
这使其成为耐心和精度至关重要的工艺的无可争议的主宰。
表面工程:打造完美的渗层
氮化、碳氮共渗和硫氮共渗等工艺涉及材料表面的改性。成功与否取决于硬化渗层的均匀性。
热壁炉的密封炉胆能完美地容纳工艺气体,同时其卓越的均匀性保证了在复杂几何形状上的渗层深度相同。这不仅仅关乎质量;它关乎关键部件的可靠性和安全性。
应力消除和细化:退火的艺术
回火和退火旨在消除内部应力并提高延展性。心理上的讽刺是,过快或不均匀地加热零件会引入新的应力,从而使整个目的失效。
热壁炉缓慢、温和且均匀的加热就像一只平静的手,确保材料能在没有变形的情况下放松到稳定的状态。
连接和粘合:自信地进行钎焊和固化
对于较低温度的钎焊或固化,均匀加热至关重要。它确保钎料能够流入接头的每个部分,或者确保复杂的涂层能够均匀固化而没有薄弱点。
缓慢的循环最大限度地减少了热冲击,保护了精密的组件免受翘曲或开裂。
工程师的困境:选择您的工具
炉子类型之间的选择是基于您的工艺最终优先级的战略决策。
| 特性 | 热壁炉 | 冷壁炉 |
|---|---|---|
| 设计原理 | 外部加热元件;整个炉胆是热的。 | 内部加热元件;真空容器是冷的。 |
| 主要优势 | 无与伦比的温度均匀性。 | 高速度(加热/冷却)和高温。 |
| 温度限制 | 通常 < 1150°C (2100°F) | 可超过 2000°C |
| 最佳应用 | 氮化、回火、退火、低温钎焊、固化。 | 淬火、回火、高温烧结、高温钎焊。 |
| 工艺理念 | 耐心与精度。 | 功率与速度。 |
做出这个决定需要的不仅仅是理论;它需要对炉子结构如何影响实际结果有深刻的理解。这就是与专家合作至关重要的地方。像 KINTEK 这样的制造商,它开发和制造全系列的热系统——从可定制的热壁管式和箱式炉到先进的 CVD 和真空系统——可以提供匹配工具与任务所需的见解。他们的经验确保所选的设计真正服务于工艺目标。
对于任何均匀性不仅仅是一个参数而是整个目标的工艺,选择正确的工具是不可谈判的。无论您的工作是需要热壁设计用于氮化的精确控制,还是需要定制真空系统的高温能力,确保您的炉子与您的工艺理念保持一致是第一步。要为您的特定应用找到最佳的热解决方案,请联系我们的专家。
图解指南