速度的误区
一位工程师指定了一个新的热处理循环。目标是复杂工具钢零件的最大硬度。第一个本能,一个非常人类的本能,是尽快冷却它。我们将速度与强度联系起来,快速淬火似乎是达到预期结果的最直接途径。
这就是速度的误区。
在冶金学领域,最关键的因素不是冷却的绝对速度,而是该速度的精确控制。目标不仅仅是去除热量,而是引导材料完成特定的冶金转变,避免变形、开裂和内应力的混乱。这个过程与其说像短跑,不如说像着陆宇宙飞船。
热量移除的物理学
要掌握冷却过程,我们必须首先了解热量是如何从工件中实际散失的。每种方法都利用了不同的热传递原理,提供了速度和控制的独特平衡。
高压气体淬火 (HPGQ):受控的狂风
这是现代真空炉的主力。想象一下,一场飓风被完美地控制并引导在一个密封的腔室内。
加热后,腔室被重新充入氮气或氩气等高纯度惰性气体。一个强大的风扇以高速度循环该气体,将其加压至两个大气压或更高。气体通过对流直接从零件中吸收热量,将其输送到水冷热交换器,然后冷却后返回,循环往复。它干净、精确且异常均匀。
液体淬火:剧烈的浸入
液体淬火是经过设计的热冲击。加热后的零件被浸入特种油浴中。巨大的温差和直接接触(传导)促进了气体永远无法达到的热传递速率。
这种方法是蛮力。它仅适用于某些高温合金等需要剧烈淬火以在不良相形成之前锁定其性能的材料。代价是变形风险显著增加,并且需要进行后处理清洁。
水冷夹套:轻柔的呼气
这种方法是炉子结构的一部分。炉膛壁本身带有夹套,其中有冷却水循环的通道。
与直接淬火不同,该技术通过去除辐射热来冷却整个环境。这是一个缓慢、被动且温和的过程。它的速度最慢,但当目标是让材料放松,而不是将其冲击成新状态时,它可能至关重要。
将方法与冶金目标相匹配
正确的冷却技术不是由秒表定义的,而是由微观层面的预期结果定义的。工程目标决定了方法。
目标:完美的几何形状和均匀的强度
对于复杂的工具和模具几何形状,主要关注的是防止变形。即使是微小的翘曲也可能使昂贵的零件失效。
- 方法:高压气体淬火 (HPGQ)。
- 心理:这是一种规避风险、注重精度的处理方式。气体流的均匀性最大限度地减少了零件上的热梯度,确保其均匀且可预测地冷却。这是在不牺牲尺寸精度的情况下实现硬度的途径。
目标:强制微观结构改变
对于镍基高温合金等材料,目标是积极干预。您需要非常快速地冷却材料,使其原子结构没有时间沉淀成粗大或不良状态。
- 方法:快速油淬。
- 心理:这种方法为了高回报而接受风险。剧烈热冲击是为了实现精细、细化的晶粒结构而必须付出的代价,这对于材料在极端温度下的性能至关重要。
目标:释放隐藏的张力
对于钛或 3D 打印组件的应力消除退火等工艺,目标与淬火相反。您需要缓慢、受控的冷却,以允许内部应力放松。
- 方法:惰性气体回填的程序化缓慢冷却(通常借助水冷夹套)。
- 心理:这需要耐心。您不是在强行改变,而是在创造材料自我修复的理想条件。仓促进行此过程会锁定您试图消除的应力。
工程师的困境:选择的框架
每个工程决策都是一系列权衡。选择冷却方法需要平衡理想的冶金结果与实际风险。
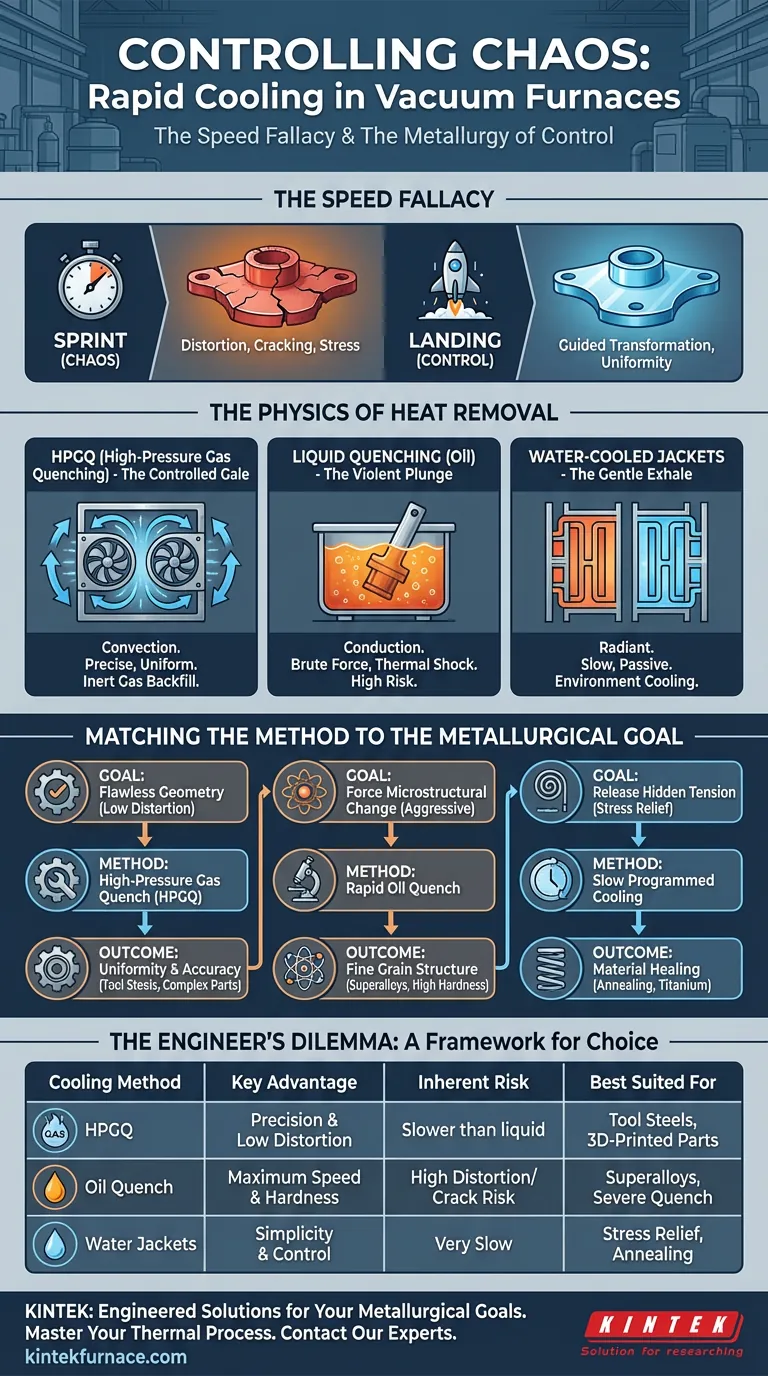
| 冷却方法 | 主要优点 | 固有风险 | 最适合 |
|---|---|---|---|
| 高压气体淬火 | 精度与低变形 | 比液体慢 | 工具钢、3D 打印零件、复杂几何形状 |
| 油淬 | 最大速度与硬度 | 高变形/开裂风险 | 高温合金、需要剧烈淬火的材料 |
| 水冷夹套 | 简单与控制 | 非常慢 | 应力消除、退火、缓慢冷却循环 |
最终,您的决定将由您的主要目标指导:
- 以最小的变形获得硬度:指定高压气体淬火系统。
- 进行剧烈的相变:设计用于快速油淬,并为后果做好准备。
- 用于应力消除和稳定性:设计用于在惰性环境中进行缓慢、程序化的冷却。
从抽象物理到具体结果
掌握热处理不仅仅是达到目标温度;它在于控制整个过程,尤其是返回到环境温度的关键下降过程。这需要的不仅仅是一台炉子;它需要一个工程解决方案。
在 KINTEK,我们构建系统——从马弗炉和管式炉到先进的真空炉和 CVD 系统——这些系统都围绕您的特定冶金目标而构建。我们深度定制的能力意味着我们设计冷却系统,无论是精确控制的高压气体淬火装置还是坚固的油淬槽,都能为您提供生产可重复、可靠结果所需的控制。
如果您准备好超越速度的误区并掌握您的热处理过程,请联系我们的专家。
图解指南