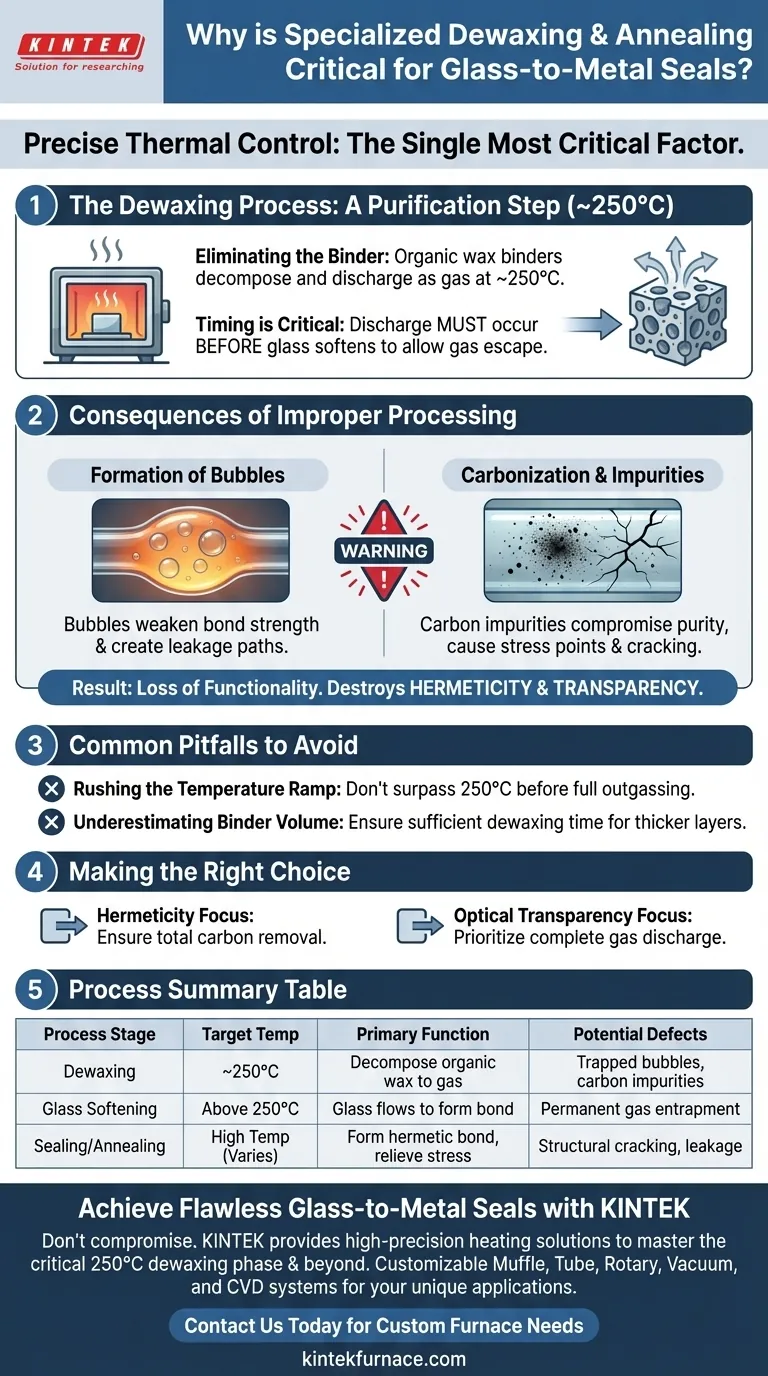
精确的热控制是制造可靠玻璃-金属密封件最关键的因素。具体来说,需要专门的脱蜡工艺,即将样品加热到大约 250°C,以将有机蜡粘合剂分解为气体。如果跳过此步骤或处理不当,这些粘合剂会残留在内部,导致后续高温密封阶段出现结构和视觉缺陷。
核心要点 脱蜡阶段是净化步骤,必须在玻璃软化之前进行。其主要功能是完全排出有机粘合剂,以防止形成碳化杂质和气泡,而这些是密封失效的主要原因。
脱蜡的机理
消除粘合剂
玻璃-金属密封通常使用有机蜡粘合剂在烧制前将材料固定到位。然而,一旦加热过程开始,这种粘合剂就会成为污染物。
您必须将组件加热到大约 250°C 来解决这个问题。在此特定温度下,有机粘合剂会分解并完全以气体形式排出。
时机至关重要
这种排出必须在玻璃达到其软化点之前发生。
如果在结构仍然多孔时未清除粘合剂,一旦玻璃开始流动并密封,气体将没有逃逸途径。

不当加工的后果
气泡的形成
如果脱蜡步骤不足,分解的粘合剂会在已熔化的玻璃内部释放气体。
这会导致气泡被困在密封层内。这些空隙会削弱粘合的机械强度并产生泄漏路径。
碳化和杂质
未正确排出的有机粘合剂最终会在较高的密封温度下碳化。
这会留下碳化有机杂质。这些夹杂物会损害玻璃的纯度,导致应力点和潜在的破裂。
功能丧失
气泡和碳缺陷的存在直接影响组件的最终性能。
具体而言,这些缺陷会破坏密封件的气密性(气密性)并破坏其透明度,而透明度对于光学应用至关重要。
应避免的常见陷阱
过快升温
一个常见的错误是温度过快地超过 250°C 的标记。
如果在粘合剂完全排气之前,温度升至玻璃密封点,杂质就会永久地被锁在密封件内部。
低估粘合剂体积
脱蜡阶段的持续时间必须足以处理所用粘合剂的体积。
较厚的层或较高浓度的粘合剂需要严格遵守脱蜡温度,以确保材料完全排出。
为您的目标做出正确选择
为了确保高产量的制造过程,请定制您的热处理曲线,优先去除缺陷。
- 如果您的主要重点是气密性:确保 250°C 的保温时间足以去除所有碳源,因为这些杂质会在最终密封件中产生泄漏路径。
- 如果您的主要重点是光学透明度:优先在脱蜡阶段完全排出气体,以防止气泡使玻璃层变浑浊。
一个清洁、无气泡的预制件是构建耐用玻璃-金属密封件的唯一基础。
总结表:
| 工艺阶段 | 目标温度 | 主要功能 | 跳过可能产生的缺陷 |
|---|---|---|---|
| 脱蜡 | ~250°C | 将有机蜡粘合剂分解为气体 | 残留气泡、碳杂质 |
| 玻璃软化 | 高于 250°C | 玻璃流动形成物理粘合 | 永久性气体滞留 |
| 密封/退火 | 高温(不同) | 形成气密性粘合并消除应力 | 结构开裂、泄漏 |
使用 KINTEK 实现完美的玻璃-金属密封件
不要让不当的热处理曲线损害您产品的气密性或光学清晰度。KINTEK 提供掌握关键的 250°C 脱蜡阶段及更高温度所需的高精度加热解决方案。
我们拥有专业的研发和世界一流的制造能力,提供全面的马弗炉、管式炉、旋转炉、真空炉和 CVD 系统。我们的实验室高温炉完全可定制,可满足您专门的玻璃-金属粘合应用所需的独特升温速率和保温时间。
准备好提高您的制造产量了吗? 立即联系我们,讨论您的定制炉需求,了解我们的专业知识如何简化您的制造流程。
图解指南
参考文献
- Zhichun Fan, Kevin P. Chen. A Hermetic Package Technique for Multi-Functional Fiber Sensors through Pressure Boundary of Energy Systems Based on Glass Sealants. DOI: 10.3390/photonics11090792
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















