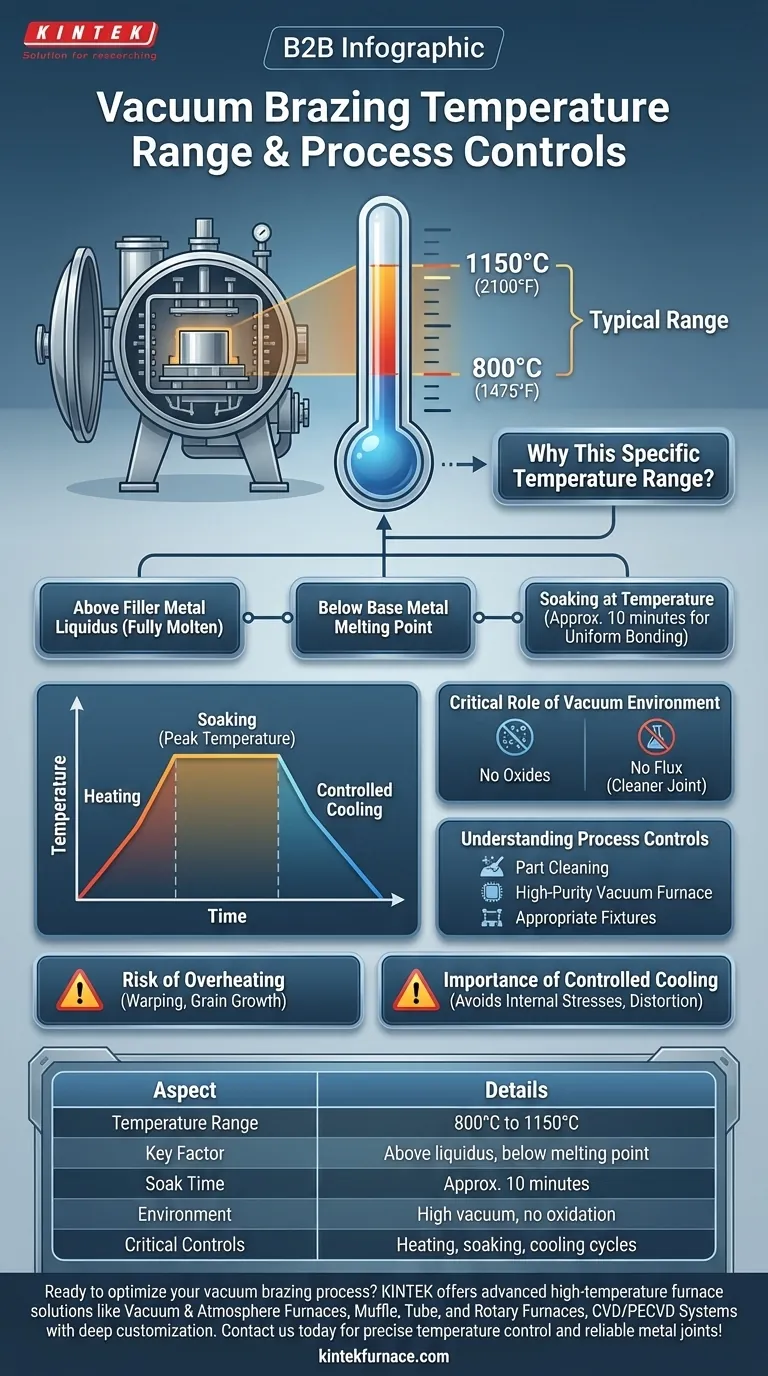
在真空钎焊中,该过程通常在800°C至1150°C(大约1475°F至2100°F)的温度范围内进行。选择此温度是为了使其高于钎焊填充金属的液相线温度(即其完全液化的温度),但低于被连接组件的熔点。组件在此最高温度下保持,这一步骤称为“保温”,持续一小段时间,通常约为10分钟,然后进行受控冷却循环。
具体温度并非独立数字;它是精确控制热循环的峰值。真空钎焊的成功取决于在高真空环境下管理整个曲线——加热、保温和冷却——以实现纯净、无助焊剂的冶金结合。
为何选择此特定温度范围?
钎焊温度的选择是涉及材料的关键工程决策。它需要在确保填充金属正确流动而不损坏母材之间取得谨慎的平衡。
填充金属的作用
决定钎焊温度的主要因素是填充金属合金。每种合金都有特定的熔化范围,工艺温度必须足够高,才能使其完全液化并自由流入接头。
“液相线”和“固相线”温度
钎焊合金不会在单一温度点熔化。它们在一个由固相线(开始熔化时)和液相线(完全熔化时)定义的范围内熔化。钎焊温度必须设置在液相线温度以上,以确保合金具有毛细作用所需的低粘度。
温度下的保温
达到峰值温度后,会将其保持恒定一段时间。这种“保温”确保整个组件达到均匀温度,并为熔融填充金属提供足够的时间完全渗透到接头中,从而形成坚固、连续的键合。

真空环境的关键作用
在真空中进行此过程是真空钎焊的独特之处。只有在去除了大气的情况下,温度才是有效的。
防止氧化
高真空(没有氧气和其他反应性气体)可防止母材和填充金属表面形成氧化物。氧化物会形成屏障,否则会阻止填充金属润湿和键合母材。
消除对助焊剂的需求
在传统钎焊中,使用化学助焊剂去除氧化物。真空钎焊通过清洁的环境实现相同的目标,从而产生更清洁的接头,没有助焊剂夹杂的风险,助焊剂夹杂可能导致腐蚀和弱点。
了解过程控制
实现正确温度只是成功真空钎焊操作的一部分。整个过程必须经过细致的控制。
不仅仅是温度
成功依赖于一系列受控变量。这包括在组装前严格清洁零件、使用高纯度真空炉以及设计适当的夹具以在热循环期间保持零件对齐。
过热的风险
超过所需温度可能是有害的。它可能导致母材翘曲、下垂或晶粒长大,从而降低其机械性能。在极端情况下,它甚至可能导致母材意外熔化。
受控冷却的重要性
保温后的冷却速度与加热同样关键。不受控制或过快的冷却速度会引入内应力、变形或在接头中产生脆性冶金相,从而损害其完整性。
为您的目标做出正确选择
要正确指定真空钎焊工艺,您必须考虑材料、接头设计和最终应用之间的关系。
- 如果您的主要关注点是材料选择:确保填充金属的液相线温度远低于您基材的熔点或热处理温度。
- 如果您的主要关注点是接头强度和可靠性:强调过程控制,指定严格的清洁标准和明确定义的热循环,包括保温时间和受控冷却速率。
- 如果您的主要关注点是可制造性设计:设计接头时,其间隙应根据所选填充金属在指定钎焊温度下的流动特性进行优化。
掌握真空钎焊在于掌握整个热处理过程,而不仅仅是达到目标温度。
摘要表:
| 方面 | 详情 |
|---|---|
| 温度范围 | 800°C 至 1150°C(约 1475°F 至 2100°F) |
| 关键因素 | 高于填充金属液相线,低于母材熔点 |
| 保温时间 | 通常约 10 分钟以实现均匀键合 |
| 环境 | 高真空以防止氧化并消除助焊剂 |
| 关键控制 | 加热、保温和受控冷却循环 |
准备好优化您的真空钎焊工艺了吗? 在 KINTEK,我们专注于提供先进的高温炉解决方案,以满足您的独特需求。凭借我们卓越的研发和内部制造能力,我们提供真空和气氛炉、马弗炉、管式炉和旋转炉,以及 CVD/PECVD 系统等产品,所有这些都具有深度定制能力,以满足您的特定实验要求。无论您身处航空航天、汽车还是研究领域,我们的专业知识都能确保通过精确的温度控制实现坚固、可靠的金属接头。立即联系我们,讨论我们如何提高您实验室的效率和成果!
图解指南