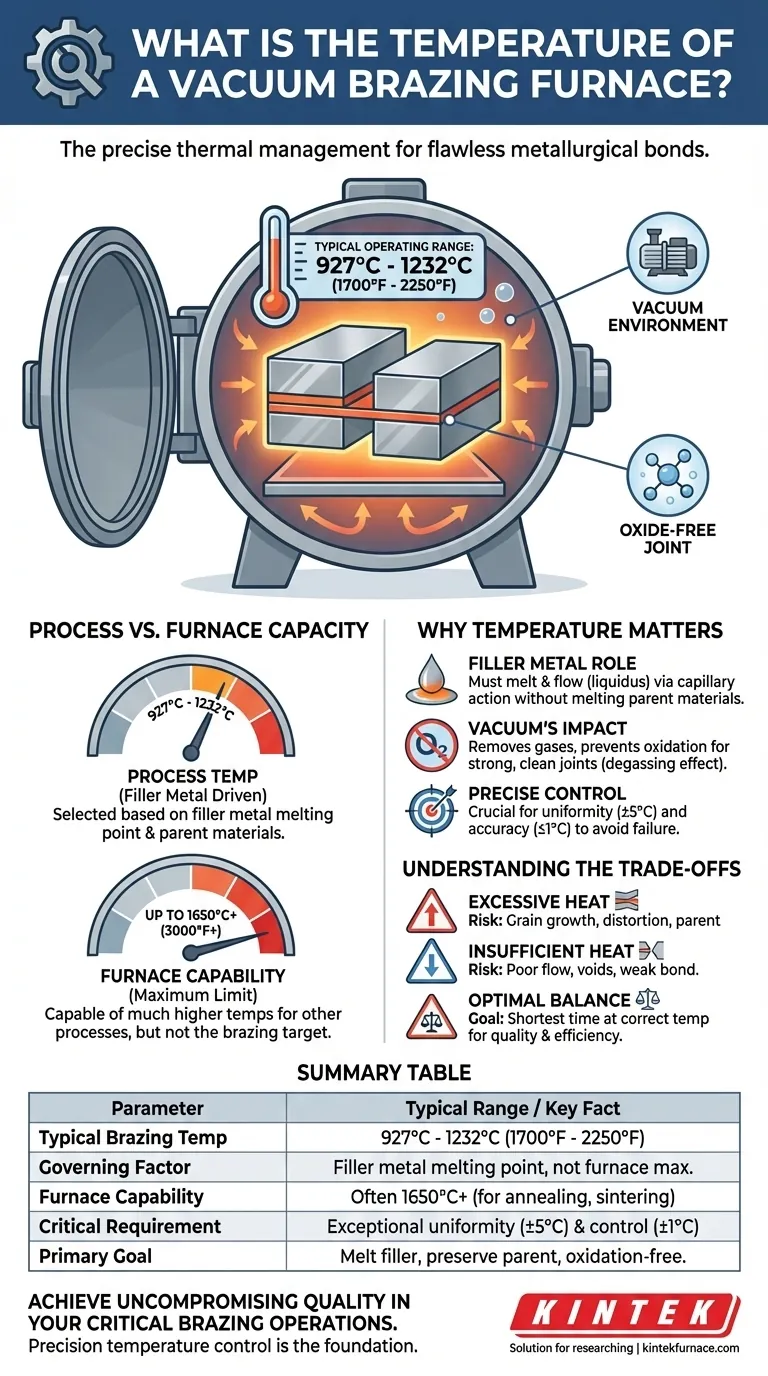
真空钎焊炉的典型操作温度在 927°C 到 1232°C(1700°F - 2250°F)之间。 这个范围并非设备的固定限制,而是根据所连接的具体母材以及用于形成结合的填充金属的熔点精心选择的。炉子本身能够达到更高的温度,但工艺决定了所需的精确热量。
真空钎焊中的温度并非要达到炉子的最高热量。它是一个精确控制的变量,旨在熔化特定的填充金属,同时不损坏核心材料,所有这些都在纯真空环境中进行,以确保形成完美、无氧化物的接头。
为什么温度是钎焊过程的核心
任何钎焊操作的成功都取决于精确的热管理。温度曲线经过精心设计,以实现特定的冶金结果。
填充金属的作用
钎焊使用不同的填充金属连接两种母材。这种填充金属的设计熔点低于其所连接的材料。
目标是将整个组件加热到高于填充金属熔点但远低于母材熔点的温度。
在此温度下,填充金属变为液态,并通过毛细作用被吸入母材之间紧密配合的间隙中。冷却后,它会凝固并形成坚固、永久的冶金结合。
选择钎焊温度
选择特定的钎焊温度要略高于所选填充合金的液相线温度——即其完全变为液态的点。
这确保填充金属自由流动并完全润湿接头表面。用于真空钎焊的常见填充金属包括镍基合金、纯铜和贵金属合金,每种都有其独特的熔化特性。
真空环境的影响
在真空中进行此过程至关重要。真空去除氧气等大气气体,创造一个超纯、无氧化的环境。
这可以防止金属表面形成氧化物,否则氧化物会抑制填充金属的流动并削弱最终接头。真空还具有脱气效应,将金属中截留的气体抽出,以提高最终接头的硬度和质量。

炉子能力与工艺温度
区分钎焊工艺所需的温度和炉子能达到的最高温度至关重要。
典型操作范围
如前所述,大多数常见合金(如钢和高温合金)的真空钎焊发生在 927°C 至 1232°C 之间。这个范围涵盖了绝大多数高强度镍基和铜基填充金属的熔点。
最高炉温
现代真空炉是一种功能强大的设备。根据其设计和系列,它可能能够达到 1650°C (3000°F)、2000°C (3632°F) 甚至更高的温度。
这种高端能力提供了宽广的操作裕度,并允许炉子用于退火或烧结等其他热处理过程,但它不是大多数钎焊周期的目标温度。
精确控制的重要性
真空炉的真正价值不仅仅在于其峰值热量,还在于其精度。这些系统在整个工件上提供卓越的温度均匀性(通常为 ±5°C)。
此外,通过先进的 PID 闭环控制,它们可以以极高的精度保持设定点,有时在 ±1°C 范围内。当连接具有不同热膨胀率的材料或处理热敏合金时,这种控制水平是不可协商的。
理解权衡
即使是微小的误差,选择错误的温度也可能导致工艺失败。
过热的风险
如果温度过高,您可能会损坏母材。这可能导致不希望的晶粒生长、零件变形,甚至部分熔化,所有这些都会损害组件的结构完整性。
热量不足的风险
如果温度过低,填充金属将不会完全液化。这会导致流动不良,在接头内部产生空隙和间隙。不完整的结合是薄弱的结合,几乎肯定会在应力下失效。
成本和工艺效率
高温循环消耗更多能量并需要更长的运行时间。应设计工艺以在最短时间内使用最佳温度,以确保填充物流动,从而最大限度地提高质量和效率。
如何确定项目的正确温度
正确的温度完全取决于您的材料和您想要的结果。
- 如果您的主要重点是使用镍基填充物连接普通钢: 您很可能在标准的 950°C 到 1150°C 范围内操作,以确保填充合金的适当流动。
- 如果您的主要重点是连接热敏或异种材料: 炉子的精确温度控制和均匀性是成功的关键因素,远比其最高温度额定值更重要。
- 如果您的主要重点是确保最大的接头强度和纯度: 正确的温度和高真空度相结合对于防止氧化和去除结合中截留的气体至关重要。
最终,正确的温度不是炉子的一个特性,而是您特定钎焊过程的一个精心设计的参数。
摘要表:
| 参数 | 典型范围/关键事实 |
|---|---|
| 典型钎焊温度 | 927°C - 1232°C (1700°F - 2250°F) |
| 决定因素 | 填充金属的熔点,而非炉子的最大能力 |
| 炉子能力 | 通常高达 1650°C 或更高,用于其他工艺(退火、烧结) |
| 关键要求 | 卓越的温度均匀性 (±5°C) 和精确控制 (±1°C) |
| 主要目标 | 在无氧化真空环境中熔化填充金属而不损坏母材 |
在您的关键钎焊操作中实现毫不妥协的质量
精确的温度控制是成功真空钎焊过程的基础。KINTEK 先进的高温炉解决方案,包括我们坚固的真空和气氛炉,旨在提供您的最严苛应用所需的卓越热均匀性和稳定性。
凭借卓越的研发和内部制造,我们为各种实验室和生产设施提供先进的热处理解决方案。我们强大的深度定制能力使我们能够根据您的独特钎焊周期要求精确定制炉系统,确保每次都能形成完美、高强度的接头。
准备好完善您的钎焊工艺了吗? 立即联系我们的专家,讨论 KINTEK 真空炉如何提升您的成果。
图解指南