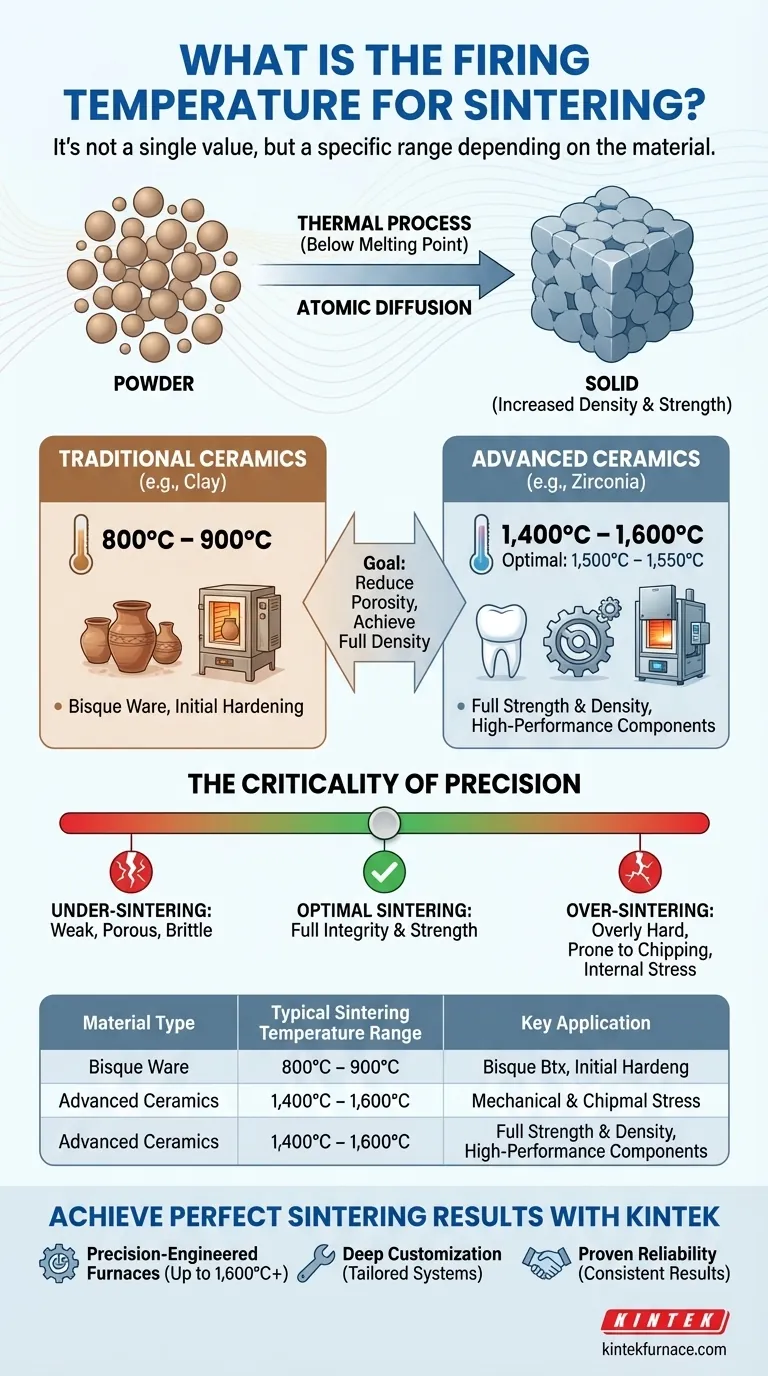
烧结的烧成温度不是一个单一值;它是一个特定的范围,完全取决于所加工的材料。对于传统粘土,制作素烧坯的初始烧结温度约为800–900°C。对于氧化锆等高性能技术陶瓷,所需的温度要高得多,通常在1,400°C到1,600°C之间,以达到完全的强度和密度。
烧结与其说是达到一个通用温度,不如说是执行一个精确的热处理过程。正确的温度曲线是将松散颗粒集合体转化为致密、坚固、功能性固体的关键,它通过激活原子扩散而不熔化材料来实现这一过程。
什么是烧结?超越温度的视角
从粉末到固体
烧结是一种热处理过程,它将颗粒结合在一起,增加材料的密度和强度。它发生在材料熔点以下的温度。
想象一下一堆微观颗粒被压在一起。当加热时,这些颗粒接触点处的原子变得可移动,并跨越边界扩散,有效地将颗粒熔合成为一个连贯的固体块。
目标:实现完全致密化
烧结的主要目标是减少或消除初始颗粒之间的孔隙(空隙)。随着颗粒的熔合,这些空隙会缩小并消失。
一个经过适当烧结的部件比其烧结前的“生坯”状态更致密、更坚固。温度是驱动致密化过程速度和有效性的关键变量。

为什么温度因材料而异如此之大
传统陶瓷(例如粘土)
对于粘土等材料,烧结的初始阶段在相对较低的温度下开始,大约在800°C到900°C之间。
在此阶段,粘土颗粒开始熔合,形成一种坚硬、多孔的材料,称为“素烧”。这并非完全致密化,而是创建耐用陶瓷体的必要步骤。完全玻化(形成玻璃状结构)需要更高的温度。
先进陶瓷(例如氧化锆)
氧化锆等高性能陶瓷,用于牙科修复和工业部件等要求苛刻的应用,需要更多的热能才能正确烧结。
这些材料在1,400°C至1,600°C之间运行的炉中烧成。研究表明,对于氧化锆,通常在约1,500°C至1,550°C的较窄窗口内烧成时,可获得最大强度。
理解权衡:精度的关键性
正确的温度并非建议;它是实现材料预期性能的基本要求。偏离最佳范围会直接损害最终产品的完整性。
欠烧结:弱点的风险
在过低的温度下烧成或烧成时间过短会导致烧结不完全。
颗粒未能完全熔合,留下大量孔隙。这会产生一个脆弱、易碎的修复体或部件,在应力作用下极易断裂。
过烧结:硬度和崩裂的风险
相反,在过高的温度下烧成或烧成时间过长会导致过烧结。
这会导致材料微观结构中晶粒过度生长。虽然这听起来可能有利,但这会使最终部件过硬,并且反而容易崩裂或开裂,因为内部应力可能会积聚。
为您的目标做出正确选择
正确的温度是完整烧成计划的一部分,该计划还包括升温速率(斜坡速率)和峰值温度下的持续时间(保温时间)。
- 如果您的主要重点是使用传统粘土: 800–900°C的温度是您初始素烧的目标,它使粘土硬化并为上釉做准备。
- 如果您的主要重点是加工高强度氧化锆: 严格遵守制造商规定的范围,通常为1,400–1,600°C,目标是最佳的1,500–1,550°C窗口以最大化强度。
- 如果您的主要重点是确保最大材料完整性: 务必查阅材料的技术数据表以获取完整的烧成曲线,因为温度、升温速率和保温时间共同决定最终性能。
最终,掌握烧结过程就是精确控制能量,以充分发挥材料所设计的潜力。
总结表:
| 材料类型 | 典型烧结温度范围 | 主要应用 |
|---|---|---|
| 传统粘土 | 800°C – 900°C | 素烧坯,初始硬化 |
| 先进陶瓷(例如氧化锆) | 1,400°C – 1,600°C | 牙科修复,高强度部件 |
使用 KINTEK 实现完美的烧结结果
掌握精确的热曲线对于将粉末材料转化为坚固、致密的部件至关重要。无论您是烧结传统粘土还是氧化锆等先进技术陶瓷,合适的炉子都能发挥关键作用。
KINTEK 提供您的实验室所需的高级高温解决方案:
- 精密工程炉: 我们的马弗炉、管式炉、真空炉和气氛炉专为精确的温度控制和高达1,600°C及以上的均匀加热而设计。
- 深度定制: 我们根据您的特定材料和烧结曲线要求定制我们的系统——包括加热元件、绝缘材料和控制软件。
- 久经考验的可靠性: 利用我们的内部制造和研发专业知识,确保您的最苛刻应用获得一致、可重复的结果。
准备好优化您的烧结过程了吗? 立即联系我们的专家,讨论如何为您的独特材料和热目标定制 KINTEK 炉。
图解指南