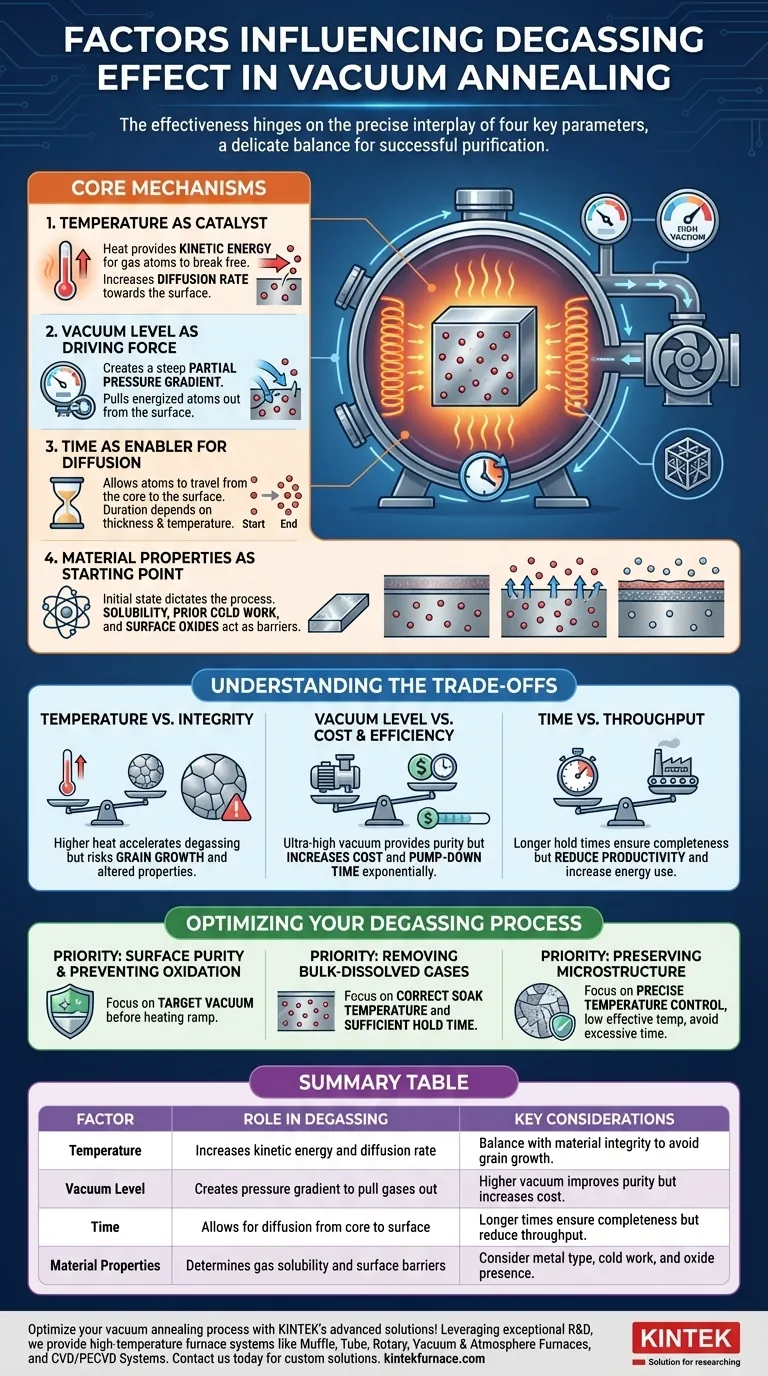
真空退火中脱气效果的关键在于四个主要参数的精确相互作用。 这些参数是工艺温度、达到的真空水平、操作持续时间,以及材料及其内部溶解气体的固有物理和化学特性。正确控制这些变量是成功纯化与失败尝试之间的区别。
脱气的核心挑战不仅仅是施加热量和真空。它是关于战略性地利用温度来激发被困气体原子,并利用高真空来产生强大的压力梯度,迫使它们从材料中逸出。
脱气的核心机制
要控制结果,您必须首先了解每个因素在从固体材料中去除被困气体的物理过程中所扮演的角色。
温度作为催化剂
热量为气体原子(如氢、氮和氧)提供必要的动能,使它们挣脱被困的金属晶格。
较高的温度还会显著提高这些原子的扩散速率,使它们能够更自由地穿过材料结构向表面移动。
真空度作为驱动力
高真空显著降低了退火炉中的压力。这在材料内部(高气体浓度)和周围环境(低气体浓度)之间产生了陡峭的分压梯度。
这种压力差是基本驱动力,一旦被激发的气体原子到达材料表面,就会被拉出,然后通过真空泵将其清除。
时间作为扩散的促成者
脱气不是瞬间完成的。它需要足够的时间让气体原子从部件的核心移动到其表面。
所需持续时间直接取决于材料的厚度、温度和要去除的特定气体。较厚的部件或较低的温度需要更长的保温时间才能实现完全脱气。
材料特性作为起点
材料的初始状态决定了整个过程。金属类型、前期冷加工以及合金的存在等因素决定了不同气体的溶解度。
此外,表面稳定的金属氧化物可以作为屏障,阻止气体逸出。真空的一个关键功能是防止在加热过程中形成新的氧化物。

理解权衡
优化真空退火循环是平衡相互竞争因素的过程。将一个变量推向极端往往会对另一个变量产生负面影响。
温度与材料完整性
虽然较高的温度会加速脱气,但过高的热量可能具有破坏性。它可能导致不希望的晶粒长大,从而改变机械性能,或导致合金中出现不希望的相变。目标是找到足够高的扩散温度,但又足够低以保持所需的微观结构。
真空度与成本和效率
实现超高真空(UHV)提供了最清洁的环境,但其设备和时间成本都非常高。当您追求更高的真空度时,所需的抽真空时间呈指数级增长。您必须在表面纯度需求与运营成本和吞吐量之间取得平衡。
时间与吞吐量
较长的保温时间可确保更完全地去除气体,尤其是从厚组件的核心。然而,在炉中多待一分钟都会降低整体生产率并增加能耗。循环时间必须足够长以满足质量标准,但又足够短以保持经济可行性。
优化您的脱气过程
您的具体目标将决定您应优先考虑哪个工艺变量。
- 如果您的主要重点是表面纯度和防止氧化: 优先在开始提高炉温之前达到目标真空度。
- 如果您的主要重点是去除整体溶解气体(如氢气): 优先达到正确的均热温度并留出足够的保温时间以实现充分扩散。
- 如果您的主要重点是保持特定的微观结构: 优先进行精确的温度控制,使用最低有效温度并避免过长的保温时间。
通过掌握这些变量,您可以将真空退火从简单的加热过程转变为精确的材料纯化工具。
总结表:
| 因素 | 在脱气中的作用 | 主要考虑事项 |
|---|---|---|
| 温度 | 增加气体的动能和扩散速率 | 与材料完整性平衡以避免晶粒长大 |
| 真空度 | 产生压力梯度以排出气体 | 更高真空度可提高纯度但会增加成本 |
| 时间 | 允许气体从核心扩散到表面 | 时间越长确保完整性但会降低吞吐量 |
| 材料特性 | 决定气体溶解度和表面屏障 | 考虑金属类型、冷加工和氧化物存在 |
利用 KINTEK 的先进解决方案优化您的真空退火工艺! 凭借卓越的研发和内部制造能力,我们为各类实验室提供高温炉系统,如马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统。我们强大的深度定制能力确保与您独特的实验需求精确匹配,提高脱气效率和材料纯度。立即联系我们,讨论我们如何支持您的特定需求并提升您的实验室性能!
图解指南