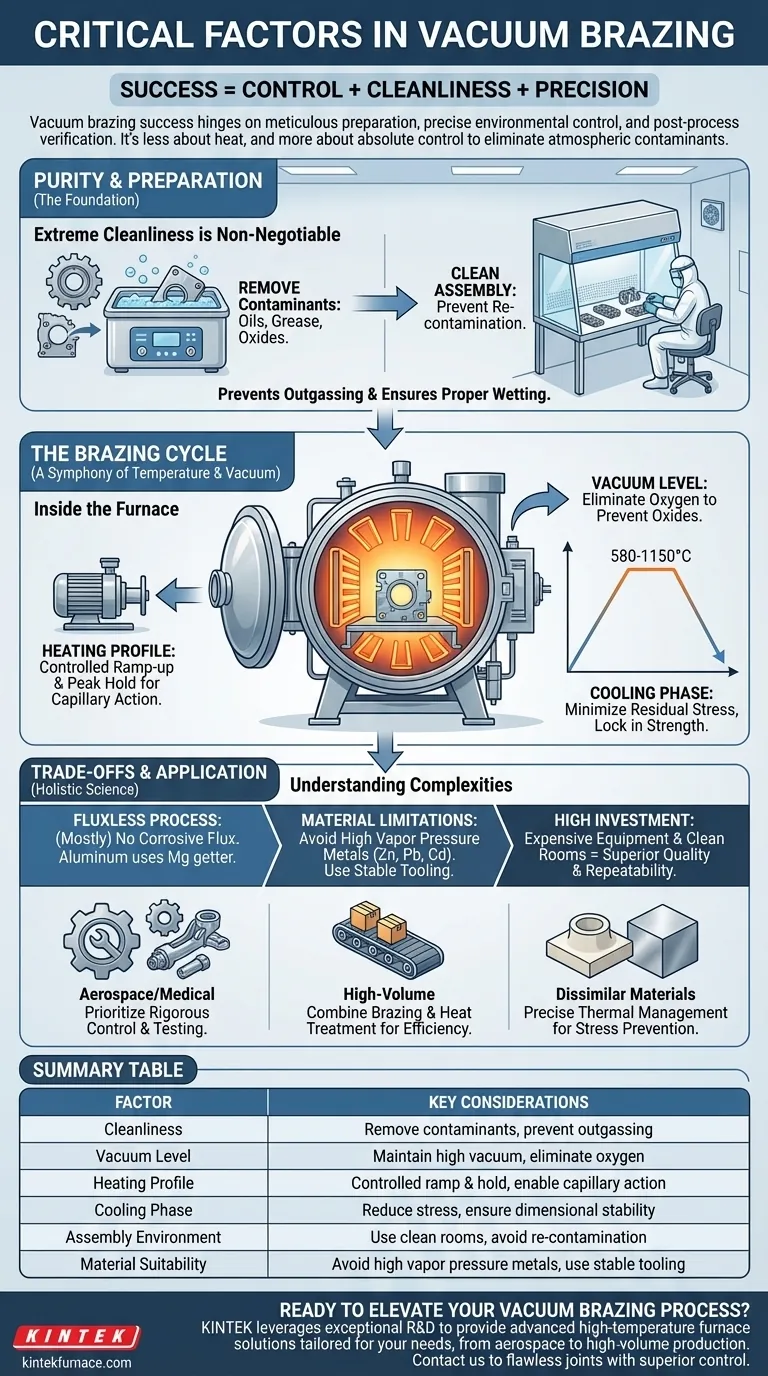
真空钎焊中最重要的因素是精心准备、精确的环境控制和过程后验证的结合。成功取决于确保部件在进入高质量真空炉之前是完全清洁的,并在炉内执行严格控制的加热和冷却循环。从洁净环境中组装到最终接头测试的整个过程,都必须作为一个单一的集成系统来对待。
从本质上讲,成功的真空钎焊与其说是关于热量,不如说是关于绝对的控制。该过程通过消除大气污染物——主要是氧气——来形成冶金上完美的接头,而这些污染物原本会削弱粘合力,因此,原始的清洁度和精确的过程控制才是成功的真正关键。
基础:纯度和准备工作
最终钎焊接头的质量在部件进入炉子之前很久就已经确定了。初始准备阶段是最常见的失效点。
为什么极端清洁度是不可或缺的
部件必须彻底清洁,以去除所有表面污染物,如油污、油脂,特别是氧化物。在炉内的高温和真空中,这些污染物会放气,释放出的蒸汽会干扰钎料,并阻止形成牢固的气密密封。清洁的表面对于熔融的填充金属正确润湿母材至关重要。
洁净装配环境的作用
如果在组装过程中部件被重新污染,那么清洁部件的工作就毫无效果。专用的洁净装配室可防止灰尘、纤维和其他空气传播的颗粒沉积在部件或填充材料上。这种受控环境是纯度链中的一个关键环节。

钎焊循环:温度和真空的交响乐
在炉内,一个精心编排的事件序列将分离的部件转变为一个单一的、集成的组件。该循环由真空水平、温度和时间定义。
炉子:创造受控环境
高真空炉是操作的核心。其主要功能是抽出大气层,特别是氧气,以防止在加热过程中金属表面形成氧化物。保持正确的真空度对于为钎料提供粘合的清洁、活性表面至关重要。
加热曲线:不仅仅是熔化
将组件逐渐加热到指定的钎焊温度。这种受控的升温可以最大限度地减少热应力,防止变形,特别是对于复杂组件或具有不同材料的组件。保持峰值温度(根据材料而异,例如,铝为 580-620°C,钢合金为 800-1150°C)很短的时间,以使填充金属熔化并通过毛细作用力流入接头。
冷却阶段:锁定强度
钎焊后,组件以受控的方式冷却。通常采用缓慢冷却以最大限度地减少残余应力,确保最终部件具有强度和尺寸稳定性。某些工艺还可能结合惰性气体(如氩气)的快速冷却或淬火,以实现特定的冶金特性,例如硬度。
理解权衡和陷阱
尽管真空钎焊能产生卓越的效果,但它要求我们清晰地了解其固有的复杂性和成本。
“无需助焊剂”的神话
真空钎焊通常被称为“无助焊剂”工艺,这在很大程度上是正确的。真空环境消除了使用其他钎焊方法中腐蚀性化学助焊剂的需要。然而,某些材料,如铝,通常依赖于钎料合金中的镁作为“氧气清除剂”,有效地执行助焊剂的功能而不留下残留物。
材料和夹具限制
并非所有材料都适合真空钎焊。具有高蒸气压力的金属,如锌、铅和镉,会放气并污染炉子和组件。此外,用于固定部件的夹具或工具也必须由稳定的、低放气材料(如石墨或钼)制成,以免干扰过程。
高初始投资
实现必要的纯度和控制需要大量投资。高质量的真空炉、洁净室和强大的测试设施都很昂贵。这种成本是以牺牲该方法提供的卓越质量、可重复性和减少的后处理清理工作为代价的。
应用于您的项目
您对每个因素的重视程度取决于您的具体应用和目标。
- 如果您的主要重点是连接复杂的、高价值的航空航天或医疗部件: 优先考虑严格的过程控制、经过认证的洁净室组装和全面的钎焊后测试(例如,氦质谱检漏、金相分析)。
- 如果您的主要重点是高产量生产的成本效益: 利用能力,在一个炉循环中结合钎焊与热处理或时效硬化,以节省大量时间和能源。
- 如果您的主要重点是连接不同材料(例如陶瓷与金属): 集中精力设计精确的加热和冷却曲线,以仔细管理不同的热膨胀率并防止应力断裂。
最终,掌握真空钎焊意味着将其视为一门整体科学,其中从初始清洁到最终检查的每一步都具有关键的重要性。
总结表:
| 因素 | 关键考虑因素 |
|---|---|
| 清洁度 | 去除油污、油脂、氧化物;防止放气以实现适当润湿 |
| 真空度 | 保持高真空以消除氧气并防止氧化物形成 |
| 加热曲线 | 受控的升温和保持以最大限度地减少应力并实现毛细作用 |
| 冷却阶段 | 缓慢或快速冷却以减少残余应力并确保尺寸稳定性 |
| 装配环境 | 使用洁净室以避免部件组装期间重新污染 |
| 材料适用性 | 避免高蒸气压力的金属;使用稳定的工具材料 |
准备好提升您的真空钎焊工艺了吗? 在 KINTEK,我们利用卓越的研发和内部制造能力,为您提供定制的高级高温炉解决方案。我们的产品线包括马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统,所有这些都得到强大的深度定制能力的有力支持,以精确满足您独特的实验要求。无论您是从事航空航天、医疗还是大批量生产,我们都能帮助您以卓越的控制力和效率实现完美的接头。立即联系我们,讨论我们如何提高您的钎焊成果!
图解指南