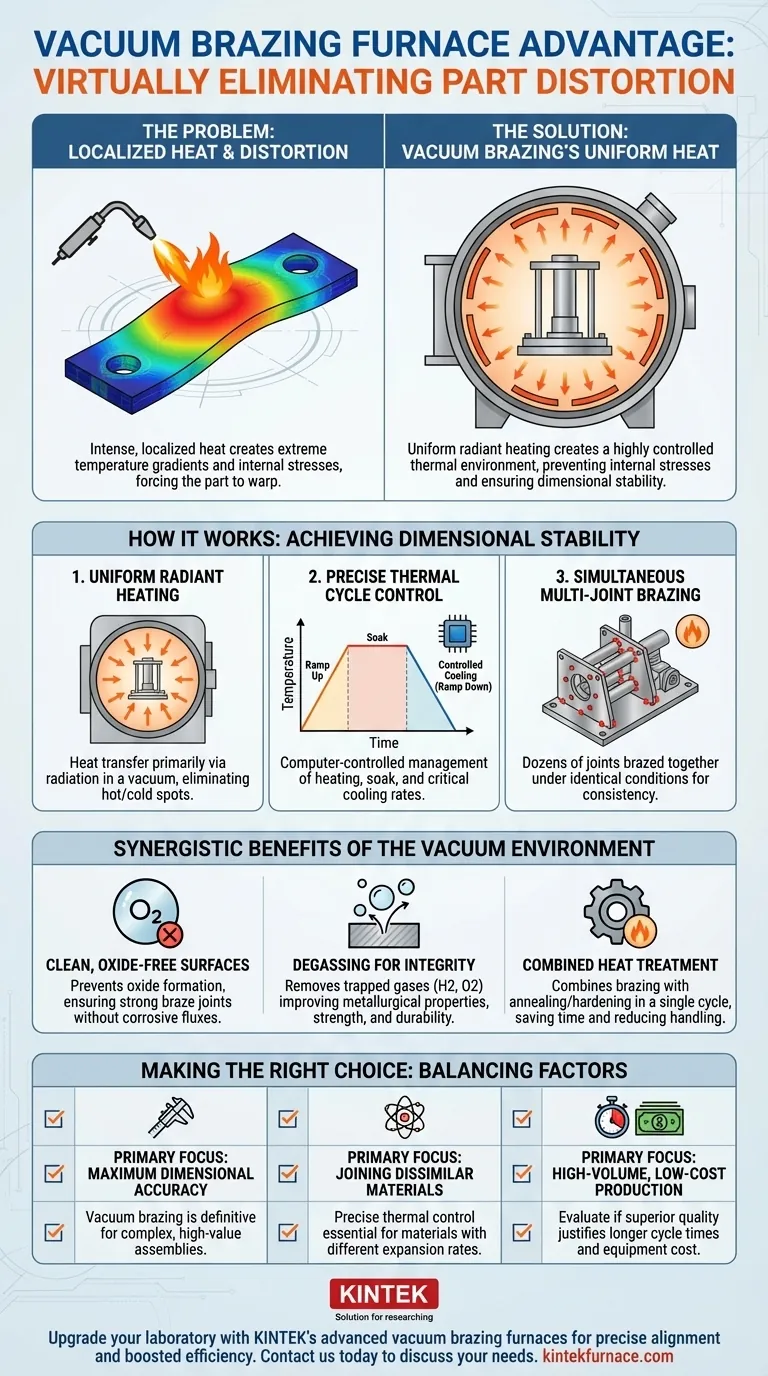
本质上,真空钎焊炉通过几乎消除零件变形提供了显著优势。这通过异常均匀的加热和冷却实现,从而防止了在连接过程中导致部件翘曲、弯曲或扭曲的内部热应力。
关键在于变形本身不是热量的函数,而是不均匀热量的函数。真空炉的卓越之处在于创造了一个高度受控且均匀的热环境,确保整个组件作为一个单一、稳定的单元进行加热和冷却。
变形的物理学:零件为何会翘曲
要理解真空钎焊为何如此有效,我们首先必须理解变形的根本原因:差热膨胀。
热膨胀与收缩
当材料被加热时,它会膨胀。当它冷却时,它会收缩。如果一个零件的一个部分比另一个部分加热或冷却得更快,就会产生内部应力。这种应力最终会将部件拉出其规定尺寸。
局部加热的问题
传统的连接方法,如焊接或火焰钎焊,会施加强烈、局部的热量。这会产生极端的温度梯度——焊枪附近的区域是熔融的,而几英寸之外的区域则显著凉爽。这种差异迫使零件在适应巨大的内部应力时发生翘曲。

真空钎焊如何实现尺寸稳定性
真空炉不仅仅是一个加热箱;它是一个用于管理整个组件或装配体的热能的精密仪器。
均匀辐射加热
在炉内的近乎完美的真空中,热传递主要通过辐射而不是对流(空气流)进行。加热元件围绕着零件,从各个方向均匀地对其施加热能。这消除了导致变形的主要驱动因素——热点和冷点。
精确控制热循环
现代真空炉由计算机控制,可以精确管理整个热循环。这包括加热速率(升温)、钎焊温度下的保持时间(保温)以及最关键的冷却速率(降温)。受控冷却对于防止应力与受控加热同等重要。
同时钎焊多个接头
由于整个组件受热均匀,因此可以同时钎焊数十甚至数百个接头。这确保了所有接头都在相同条件下形成,从而在整个复杂零件批次中实现卓越的一致性和可重复性。
真空环境的协同效益
低变形是真空环境的直接结果,真空环境还提供了其他关键优势,共同作用以生产出卓越的最终产品。
清洁、无氧化物表面
真空几乎清除了所有氧气,防止了金属表面形成氧化物。这使得零件光亮、清洁,并形成更强的钎焊接头,而无需使用腐蚀性助焊剂,因为助焊剂可能会干扰均匀的热传递。
脱气以确保材料完整性
真空主动将基材中捕获的气体(如氢气和氧气)抽出。这种“脱气”效应改善了最终组件的冶金性能,提高了强度、硬度和耐用性。
结合热处理和连接
真空炉允许您在单个循环中将钎焊与热处理工艺(如退火或硬化)结合起来。这减少了零件处理,节省了大量时间和成本,并最大程度地降低了在不同工艺步骤之间造成损坏或变形的风险。
了解权衡
虽然功能强大,但真空钎焊并非适用于所有应用。它的精度伴随着特定的考量。
循环时间
真空钎焊循环本质上是批处理过程,可能耗时较长。将腔室抽至深真空并执行缓慢、受控的冷却斜坡所需的时间意味着它通常比连续或局部加热方法慢。
设备和运营成本
真空炉代表着巨大的资本投资。它们还需要熟练的操作员以及对严格维护计划的承诺,以确保真空的完整性和热控制的精度。
为您的应用做出正确选择
选择正确的连接工艺需要在尺寸精度、生产速度和成本之间取得平衡。
- 如果您的主要关注点是最大尺寸精度: 真空钎焊是复杂、高价值组件的明确选择,其中严格的公差不容商议。
- 如果您的主要关注点是连接异种或特殊材料: 对整个热曲线的精确控制使得真空钎焊对于连接具有不同膨胀系数的材料至关重要。
- 如果您的主要关注点是简单零件的大批量、低成本生产: 您必须评估真空钎焊的卓越质量和低变形是否能抵消与更快、精度较低的方法相比更长的循环时间。
最终,选择真空钎焊是对无与伦比的工艺控制和最终零件质量的投资。
总结表:
| 优势 | 描述 |
|---|---|
| 均匀加热 | 辐射传热防止热点,减少内应力和变形。 |
| 受控冷却 | 精确的热循环管理最大限度地减少冷却阶段的翘曲。 |
| 无氧化物表面 | 真空环境消除氧化物,确保接头清洁和热量分布均匀。 |
| 同时钎焊接头 | 允许多个接头同时钎焊,以获得一致、可重复的结果。 |
| 脱气效益 | 去除捕获的气体,提高材料强度并降低变形风险。 |
使用KINTEK先进的真空钎焊炉升级您的实验室! 凭借卓越的研发和内部制造,我们为各种实验室提供高温解决方案,如马弗炉、管式炉、旋转炉、真空炉和气氛炉,以及CVD/PECVD系统。我们深入的定制能力确保与您独特的实验需求精确对齐,最大程度地减少零件变形并提高效率。立即联系我们,讨论我们的定制炉解决方案如何提高您的尺寸精度和工艺控制!
图解指南