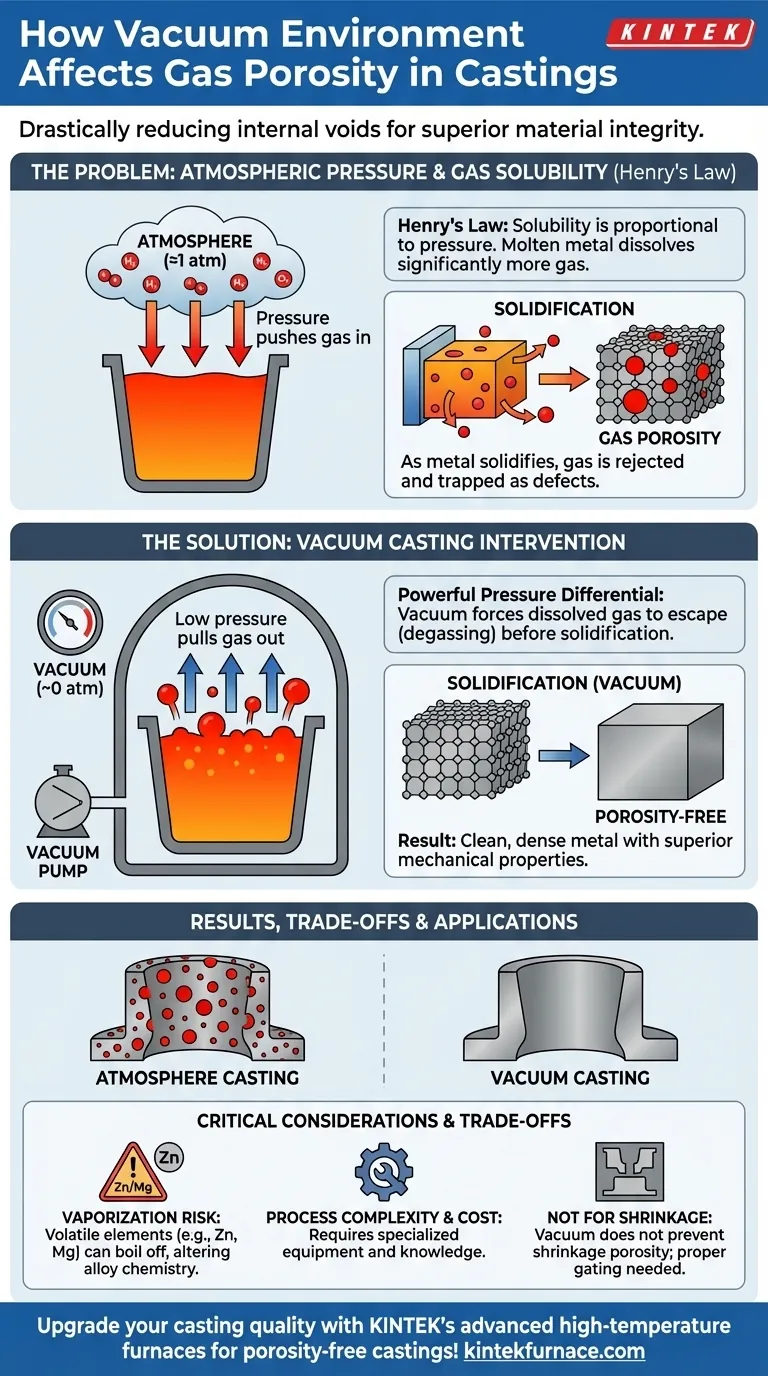
真空环境从根本上改变了铸造的物理学原理,从而大大减少或消除了气体孔隙率。通过去除大气压,真空产生强大的压差,将溶解的气体(主要是氢气)从熔融金属中抽出,防止其在凝固前被困住形成内部空洞或气泡。
核心问题是熔融金属比固体金属能溶解更多的气体。真空通过降低熔体上方的压力直接抵消了这一点,迫使被困气体在凝固过程中形成降低强度的孔隙之前逸出。
熔融金属中气体的物理学
要理解真空为何如此有效,我们必须首先了解气体是如何进入金属的。整个过程受化学和物理学基本定律的支配。
亨利定律:支配原理
气体在液体中的溶解度与该气体在液体上方的分压成正比。这被称为亨利定律。
在标准大气中,空气施加的压力(约14.7 psi或1巴)会主动将氢气、氮气和氧气等气体推入熔融金属。
状态变化问题
当金属处于液态时,其原子结构松散,可以容纳大量溶解的气体原子,特别是氢气。
随着金属冷却和凝固,其结构变为致密、有序的晶格。这种固体晶格对气体的溶解度大大降低。
孔隙如何形成
在凝固过程中,舒适地溶解在液态金属中的气体突然被排出。无处可去的过量气体聚集形成气泡。
这些气泡被困在凝固的金属中,形成了被称为气体孔隙率的内部空洞。这些缺陷充当应力集中器,可以严重损害最终铸件的机械完整性。
真空铸造如何干预
真空铸造是对这一过程的直接而强力的干预。它通过操纵亨利定律中的压力变量来解决根本原因。
产生强大的压差
通过将熔融金属置于腔室中并抽空空气,熔体上方的压力从大气压降低到接近完美的真空。
这消除了将气体推入金属的力。更重要的是,它创造了一种状态,即金属内溶解气体的内压远高于真空的外部压力。
强制脱气发生
这种巨大的压力不平衡迫使溶解的气体迅速从溶液中冒出气泡,这一过程通常在熔体表面表现为“沸腾”。
金属在浇注和凝固过程开始之前就有效地脱气,从而消除了原本会形成孔隙的气体。
防止气体再吸收
一个关键的次要好处是,真空环境防止了现在干净的熔融金属在浇注过程中或填充模具时从大气中吸收更多气体。
了解权衡
尽管真空铸造非常有效,但它并非万能解决方案。它带来了自身的一系列技术挑战和考虑。
合金元素的汽化
最显著的权衡涉及合金成分。在硬真空下,某些具有高蒸汽压(低沸点)的合金元素可能会从熔体中“沸腾蒸发”。
锌、镁和锰等元素尤其易受影响。如果控制不当,这可能会改变合金的最终化学成分和机械性能。
工艺复杂性和成本
真空铸造设备的购买、操作和维护成本高昂。它需要专业知识,并增加了制造过程的复杂性和周期时间。
区分孔隙类型
真空对气体孔隙率异常有效。然而,它对防止收缩孔隙率作用不大,收缩孔隙率是由金属从液态冷却到固态时的自然体积收缩引起的。仍然需要适当的浇注和冒口设计来解决收缩问题。
为您的应用做出正确选择
选择正确的铸造工艺需要在质量要求与成本和复杂性之间取得平衡。
- 如果您的主要关注点是关键部件的最大材料完整性:对于航空航天、医疗或高性能行业中孔隙率不可接受的应用,真空铸造是卓越的选择。
- 如果您正在铸造含有挥发性元素的合金:您必须使用精确的分压控制或替代脱气方法(如惰性气体吹扫)来防止宝贵元素的损失。
- 如果您的目标是减少非关键部件中的一般孔隙率:优化熔炼实践以最大程度地减少氢气吸收并使用更简单的脱气技术,可能是更具成本效益的第一步。
通过了解气体溶解度的物理原理,您可以战略性地将真空不仅作为一种工艺,而且作为一种精确的工具,以实现您的应用所需的精确材料性能。
总结表:
| 方面 | 真空铸造中的效果 |
|---|---|
| 气体溶解度 | 由于压力较低而降低,迫使气体从熔融金属中逸出 |
| 孔隙形成 | 大大减少或消除,防止内部空洞 |
| 合金完整性 | 锌和镁等挥发性元素存在汽化风险 |
| 工艺适用性 | 适用于航空航天和医疗行业的关键部件 |
使用KINTEK的先进解决方案升级您的铸造质量!凭借卓越的研发和内部制造,我们为各种实验室提供高温炉系统,如马弗炉、管式炉、旋转炉、真空和气氛炉以及CVD/PECVD系统。我们强大的深度定制能力确保精确匹配您的独特实验需求,帮助您实现无孔隙铸件以获得卓越性能。立即联系我们讨论我们如何改进您的工艺!
图解指南
相关产品
- 真空感应熔化炉和电弧熔化炉
- 用于真空系统的 CF KF 法兰真空电极馈入引线密封组件
- 用于层压和加热的真空热压炉设备
- 用于真空系统的 304 316 不锈钢高真空球截止阀
- 用于真空烧结的带压真空热处理烧结炉
















