辐射加热和受控冷却是真空钎焊炉成功连接具有巨大物理特性差异的材料的关键机制。辐射加热可确保一致流动所需的温度均匀性,而受控冷却则严格管理两种金属之间的收缩间隙,以防止结构失效。
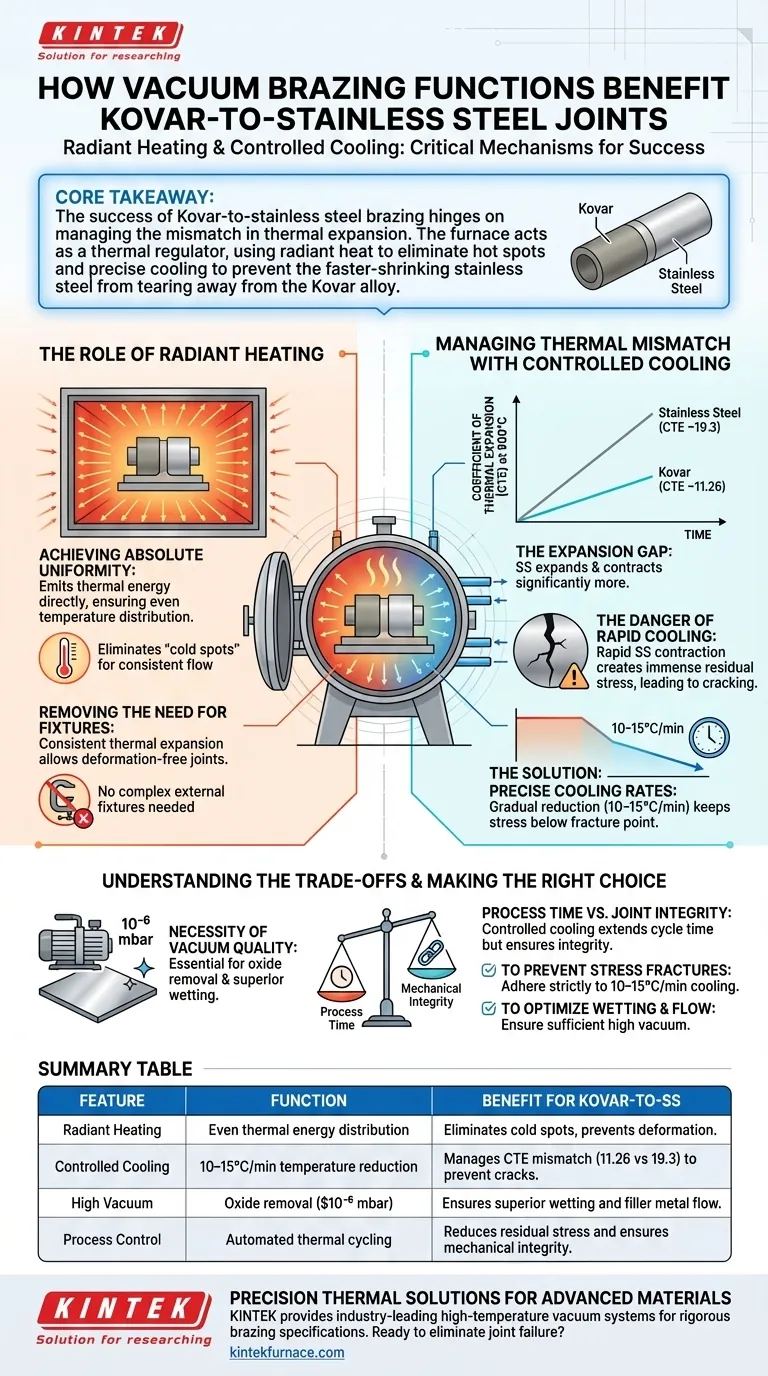
核心要点 Kovar 与不锈钢钎焊的成功取决于管理热膨胀失配。炉子充当热调节器,利用辐射热消除热点,并通过精确冷却防止收缩更快的不锈钢从 Kovar 合金上撕裂。
辐射加热的作用
实现绝对均匀性
辐射加热通过将热能直接发射到工件上来工作,确保整个钎焊区域的温度分布均匀。
这消除了焊料可能无法正确熔化或流动的“冷点”。
无需固定装置
由于热量施加得如此均匀,组件会经历恒定的热膨胀。
这种稳定性使得无需复杂的外部固定装置即可创建无变形的接头,从而将零件固定在原位。
通过受控冷却管理热失配
膨胀间隙
连接这些材料的主要挑战在于它们热膨胀系数 (CTE) 的差异。
在 900°C 时,不锈钢的 CTE 约为19.3,而 Kovar 的 CTE 低得多,为11.26。
这意味着不锈钢在热循环过程中比 Kovar 的膨胀和收缩程度大得多。
快速冷却的危险
如果组件冷却过快,不锈钢会迅速收缩,对更稳定的 Kovar 产生拉力。
这会在界面处产生巨大的残余热应力,通常会导致立即开裂或最终的接头失效。
解决方案:精确的冷却速率
真空炉通过受控冷却速率来减轻这种风险,该速率通常设定在每分钟 10 至 15 摄氏度之间。
这种逐渐降低的温度允许材料平衡收缩,将应力水平保持在断裂点以下。
理解权衡
真空质量的必要性
虽然热管理是防止开裂的关键,但如果没有纯净的真空环境,它将无效。
辐射加热需要高真空(例如,$10^{-6}$ mbar)才能去除氧化物;如果真空度差,氧化物将保留下来,无论温度曲线如何,焊料都不会润湿表面。
工艺时间和接头完整性
与标准钎焊相比,受控冷却阶段会显著延长循环时间。
您实际上是在用机械完整性换取生产速度。在处理如此大的 CTE 失配时,为了提高产量而匆忙进行冷却几乎不可避免地会导致接头开裂。
为您的目标做出正确选择
为了在 Kovar 与不锈钢钎焊中获得最佳结果,请将您的工艺参数与您的具体要求相匹配:
- 如果您的主要重点是防止应力断裂:严格遵守每分钟 10–15°C 的冷却速率,以适应 CTE 失配(11.26 对 19.3)。
- 如果您的主要重点是润湿和流动:确保您的真空度足以去除氧化膜,让辐射热促进理想的铺展。
此应用中的成功不仅在于达到正确的温度,还在于精确控制返回过程。
摘要表:
| 特征 | 功能 | Kovar-不锈钢的优势 |
|---|---|---|
| 辐射加热 | 均匀的热能分布 | 消除冷点并防止零件变形 |
| 受控冷却 | 每分钟 10–15°C 的温度降低 | 管理 CTE 失配(11.26 对 19.3)以防止开裂 |
| 高真空 | 氧化物去除($10^{-6}$ mbar) | 确保卓越的润湿和焊料流动 |
| 工艺控制 | 自动热循环 | 降低残余应力并确保机械完整性 |
用于您先进材料的精密热解决方案
成功连接具有失配热膨胀的材料不仅需要热量,还需要绝对的控制。KINTEK 提供行业领先的高温真空系统,旨在满足最严格的钎焊规范。
无论您是连接 Kovar 与不锈钢,还是开发新的材料界面,我们的实验室和工业炉都能提供您所需的稳定性。KINTEK 以专家研发和世界一流的制造为后盾,提供马弗炉、管式炉、旋转炉、真空炉和 CVD 系统,所有这些都可以根据您独特的研究或生产需求进行完全定制。
准备好消除接头故障并优化您的热工艺了吗? 立即联系我们的工程团队,为您的应用找到完美的炉子解决方案。
图解指南
参考文献
- The Influence of the Size of the Brazing Gap on the Structure and Strength of Kovar Joints with Stainless Steel. DOI: 10.15407/mfint.47.03.0271
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















