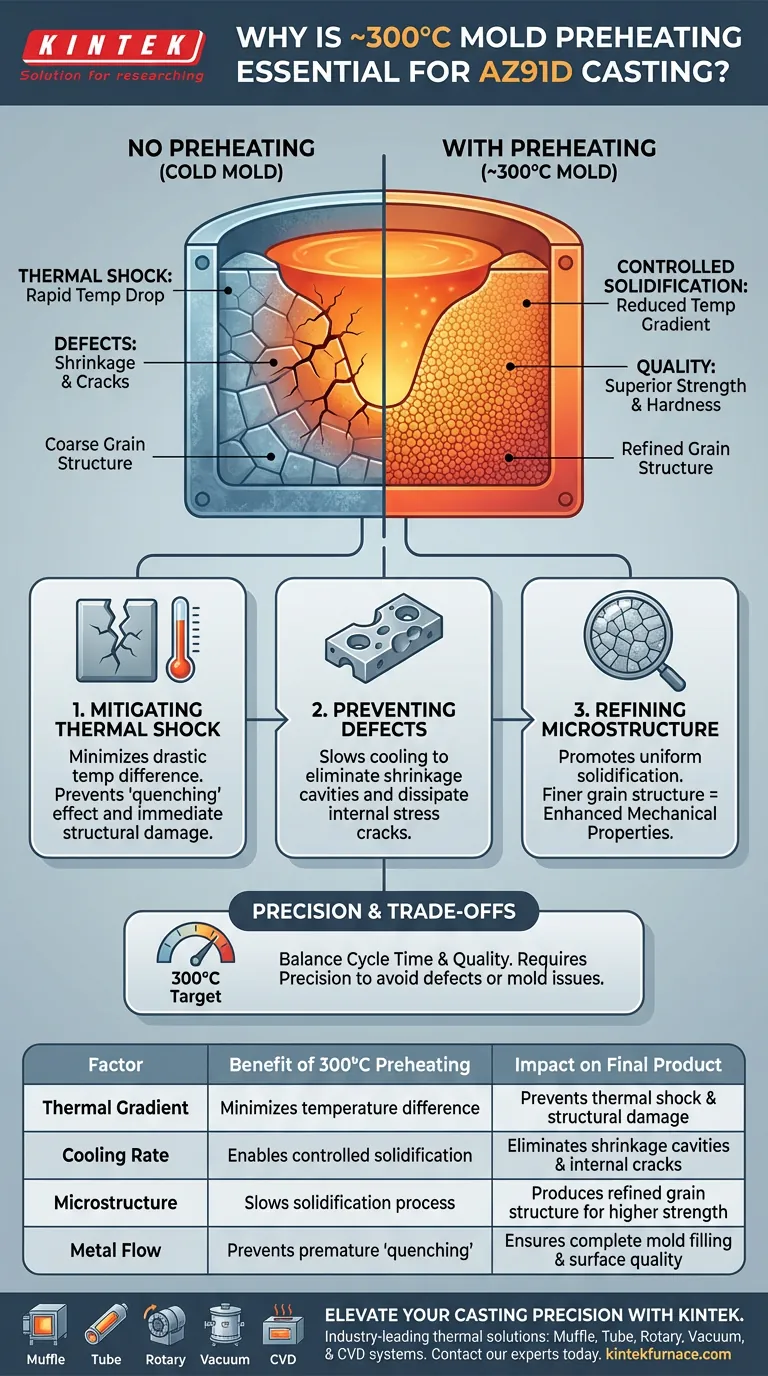
将模具预热至约300°C是AZ91D复合材料铸造的基本要求,目的是最大限度地减小熔融金属与模具表面之间的剧烈温差。这种热管理策略能有效降低热冲击,防止浇注过程中立即发生的结构损坏。
通过充当热缓冲器,预热减缓了冷却速度,从而创造了一个可控的凝固环境。这可以防止裂纹和收缩等关键缺陷的产生,同时积极细化金属的晶粒结构,以获得卓越的强度。
热管理在铸造中的作用
减轻热冲击
当熔融的AZ91D接触到冷表面时,快速的温度下降会产生巨大的内应力。将模具预热至300°C可以显著减小这种温差。
这可以防止液态金属接触冷模具时发生的“淬火”效应。通过软化这种初始冲击,您可以保护铸件免受立即的结构损害。
防止铸造缺陷
受控的模具温度是防止常见物理缺陷的主要手段。特别是,它可以防止缩孔的形成,缩孔是在快速冷却过程中金属收缩不均匀时产生的。
它还可以防止开裂。通过确保金属不会过快凝固,可以消散通常会导致材料断裂的内应力。
细化微观结构
成品复合材料的机械性能取决于金属的凝固方式。预热的模具可确保更慢、更均匀的冷却过程。
这种可控的环境促进了细化的晶粒结构。更细的晶粒直接关系到增强的机械性能,特别是提高了复合材料的拉伸强度和硬度。
理解工艺的权衡
平衡周期时间和质量
虽然预热对于质量至关重要,但它为生产周期增加了一个额外的变量。在开始铸造之前,需要时间和能源来达到并维持300°C的目标。
温度精度
300°C的目标特定于AZ91D的性能。未能达到此温度会带来热冲击缺陷的风险。
相反,模具过热可能会带来其他问题,例如粘模或模具退化。遵守特定的温度窗口对于一致性至关重要。
为您的目标做出正确选择
为了优化您的AZ91D铸造工艺,请将您的热管理策略与您的具体质量要求相匹配。
- 如果您的主要重点是结构完整性:确保模具达到完整的300°C,以消除缩孔和应力裂纹的风险。
- 如果您的主要重点是机械性能:优先考虑模具温度的一致性,以保证最大硬度和拉伸强度所需的细化晶粒结构。
掌握预热温度不仅仅是一个设置步骤;它是最终复合材料可靠性和寿命的决定性因素。
总结表:
| 因素 | 300°C预热的好处 | 对最终产品的影响 |
|---|---|---|
| 温差 | 最小化温差 | 防止热冲击和结构损坏 |
| 冷却速率 | 实现可控凝固 | 消除缩孔和内部裂纹 |
| 微观结构 | 减缓凝固过程 | 产生细化晶粒结构以提高强度 |
| 金属流动 | 防止过早“淬火” | 确保模具完全填充和表面质量 |
使用KINTEK提升您的复合材料铸造精度
实现完美的300°C热环境对于高性能AZ91D复合材料至关重要。KINTEK提供行业领先的热解决方案,旨在满足材料科学和工业铸造的严苛要求。
KINTEK拥有强大的研发和制造实力,提供全面的箱式炉、管式炉、旋转炉、真空炉和CVD系统,以及专业的实验室高温炉——所有这些都可以根据您的独特铸造要求进行完全定制。
准备好消除缺陷并细化您的材料晶粒结构了吗? 立即联系我们的专家,为您的实验室或生产线找到理想的热管理系统。
图解指南
参考文献
- Shubham Sharma, Emad A. A. Ismail. Enhancing tribo-mechanical, microstructural morphology, and corrosion performance of AZ91D-magnesium composites through the synergistic reinforcements of silicon nitride and waste glass powder. DOI: 10.1038/s41598-024-52804-y
本文还参考了以下技术资料 Kintek Furnace 知识库 .









