在真空钎焊中,接头间隙是形成良好、高强度冶金结合的最关键因素。配合表面的这个间隙必须得到精确控制,因为它直接控制着将熔融的填充金属吸入接头内的毛细作用。如果没有正确的间隙,填充金属要么无法流动,要么无法形成牢固、连续的连接。
钎焊接头的成功与否,根本上取决于其间隙。虽然清洁度和温度等因素至关重要,但它们只是为了支持主要的物理原理:毛细作用需要一个特定且严格控制的间隙才能正常工作。
填充金属流动的物理原理
钎焊的整个原理都依赖于利用毛细作用力将一层薄薄的熔融填充金属分布在两个紧密配合的表面之间。
什么是毛细作用?
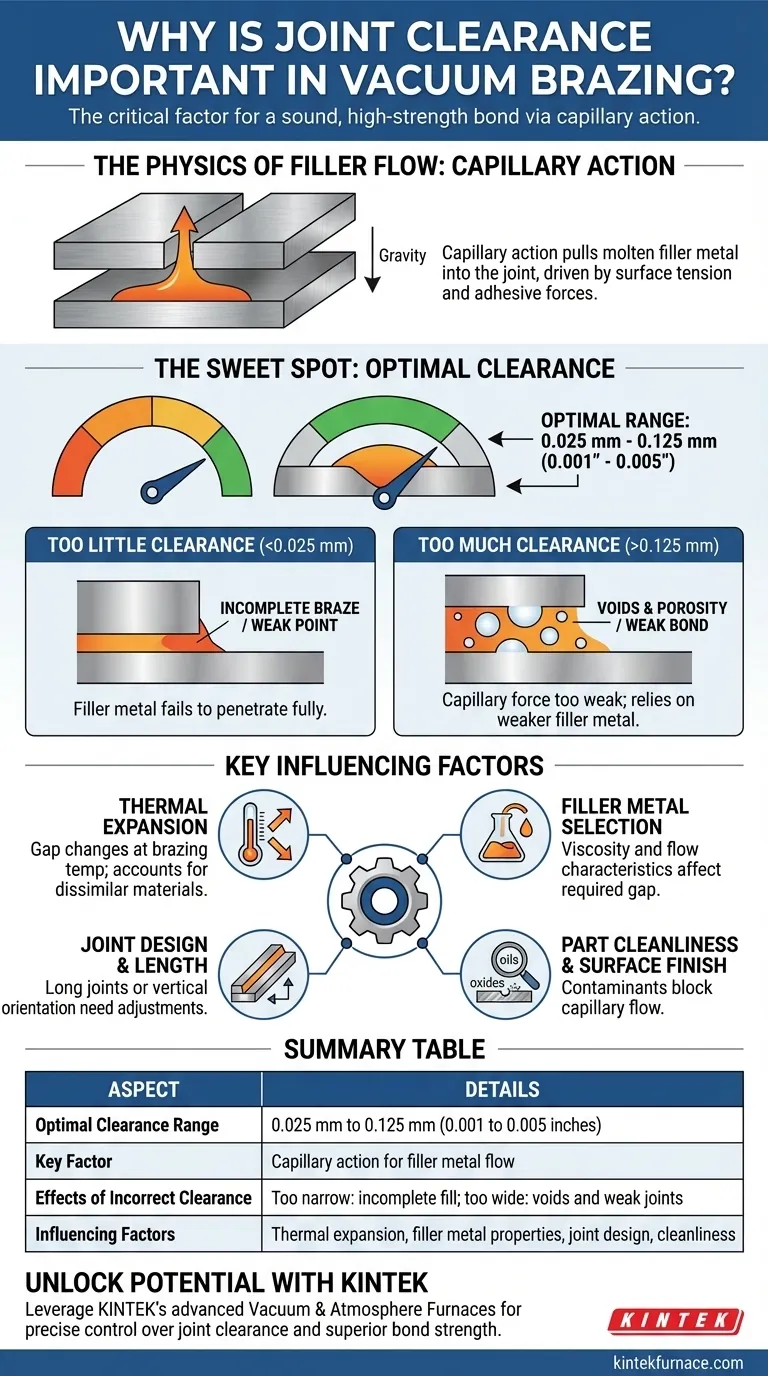
毛细作用是液体被吸入狭窄空间的一种趋势,即使是克服重力等相反力。这种现象是由液体的表面张力以及液体与间隙表面之间的粘附力驱动的。
在钎焊中,熔融的填充金属被这种力“拉入”接头,确保它润湿表面并充满整个间隙。
间隙的“最佳范围”
对于大多数常见的钎焊填充金属来说,最佳接头间隙介于 0.025 毫米至 0.125 毫米(大约 0.001 至 0.005 英寸)之间。
这个范围提供的毛细力足以将填充金属吸入整个接头长度,同时又足够宽,允许液态金属无阻碍地流动。
间隙过小的弊端
如果接头间隙太窄,熔融的填充金属可能无法完全渗透到间隙中。这会导致钎焊不完全,出现大片的未结合区域,从而形成一个明显的薄弱点。
间隙过大的弊端
如果间隙太宽,毛细力就会变得太弱,无法将填充金属吸到整个接头。这会导致空隙、孔隙和不完全的结合。
在这种情况下,接头的强度将依赖于填充金属本身的强度,而这远不如一个正确钎焊的接头(其中基体金属通过薄而强大的结合力固定在一起)的强度。

理解关键影响因素
在钎焊温度下实现正确的间隙比仅仅将零件加工到特定尺寸要复杂。必须考虑几个因素。
热膨胀
这是一个关键的考虑因素。图纸上指定的接头间隙是室温下的间隙。当组件加热到钎焊温度时,不同的部件会膨胀。
如果对具有不同热膨胀系数的异种材料进行钎焊,间隙在温度下可能会收紧或显著扩大。这必须在初始设计中进行计算和考虑。
填充金属的选择
不同的填充金属具有不同的粘度和流动特性。流动性更好的填充金属可能在较紧密的间隙下表现更好,而流动性较差的填充金属可能需要稍宽的间隙来确保完全流动。
接头设计和长度
填充金属必须行进的距离很重要。一个非常长的接头可能需要在最佳范围的较宽一端保持间隙,以确保填充金属在凝固前能够完全渗透。
接头的方向(水平与垂直)也会影响重力对填充金属流动的效果。零件清洁度和表面光洁度
虽然它不是间隙的直接方面,但基体金属表面的状况是至关重要的。任何氧化物、油污或污染物都会破坏润湿性并抑制毛细流动,即使机械间隙完美,也会有效地阻碍填充金属。
如何将其应用于您的项目
选择最佳间隙需要在平衡这些因素与组件的主要目标之间进行权衡。
- 如果您的主要重点是最大的机械强度: 瞄准最佳范围的较紧凑一端(例如 0.025 至 0.05 毫米),因为这通常会产生最强的结合。
- 如果您的主要重点是确保大尺寸或复杂零件的完全填充: 考虑最佳范围中间到上端的间隙(例如 0.05 至 0.125 毫米),以促进填充金属在更长距离上的流动。
- 如果您的主要重点是钎焊异种材料: 您的第一步必须是计算钎焊温度下的接头间隙,以确保在热循环过程中间隙保持在最佳范围内。
正确控制接头间隙不仅仅是一种最佳实践;它是定义成功钎焊接头的基本原理。
摘要表:
| 方面 | 详细信息 |
|---|---|
| 最佳间隙范围 | 0.025 毫米至 0.125 毫米 (0.001 至 0.005 英寸) |
| 关键因素 | 用于填充金属流动的毛细作用 |
| 不正确间隙的影响 | 过窄:填充不完全;过宽:空隙和弱结合 |
| 影响因素 | 热膨胀、填充金属特性、接头设计、清洁度 |
通过 KINTEK 释放您真空钎焊工艺的全部潜力! 我们利用卓越的研发和内部制造能力,提供真空和气氛炉以及 CVD/PECVD 系统等先进的高温炉解决方案,以满足您的独特需求。我们深度定制化的能力确保了对接头间隙和其他关键参数的精确控制,以实现卓越的结合强度和可靠性。不要让不当的间隙损害您的结果——立即联系我们,讨论我们的专业知识如何提高您实验室的效率和成功率!
图解指南