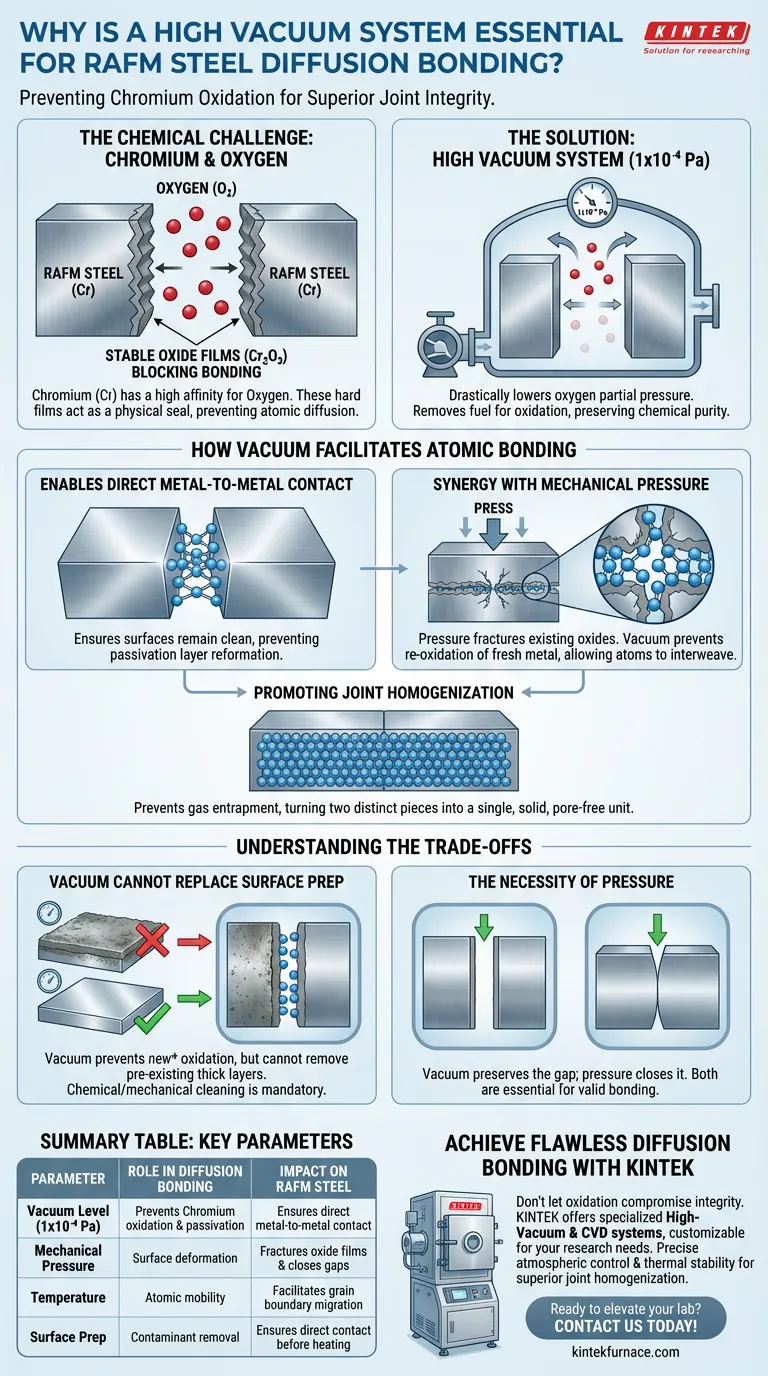
高真空系统是绝对必需的,以防止在加热过程中低活化铁素体/马氏体(RAFM)钢中的铬快速氧化。通过维持约 1x10^-4 Pa 的真空度,系统消除了残留的氧气,否则这些氧气会与钢的表面发生反应,从而确保金属原子能够进行成功的固态扩散所需的直接接触。
氧气的存在是焊接 RAFM 钢的最大障碍。高真空环境是主要的防御机制,可防止铬含量形成稳定的氧化膜,从而阻碍原子扩散并损害接头完整性。
化学挑战:铬与氧
RAFM 钢的脆弱性
RAFM 钢含有大量的铬(Cr)。虽然铬对钢的性能有益,但在焊接过程中却带来了特殊的挑战:它对氧气有很强的亲和力。
氧化物屏障的形成
即使焊接腔内有微量的氧气,也会与钢表面上的铬发生反应。
这种反应会形成坚硬、稳定的氧化膜。这些氧化膜充当物理屏障,有效地“密封”金属,阻止晶界在界面处融合。
降低氧化速率
高真空环境(1x10^-4 Pa)大大降低了氧气的分压。
通过消除该反应的燃料(氧气),真空大大降低了焊接界面处的氧化速率,从而保持了表面的化学纯度。
真空如何促进原子键合
实现金属与金属直接接触
要发生扩散焊,一个表面的原始金属原子必须接触另一个表面的原始金属原子。
真空环境确保一旦表面被清洁或机械打磨,它们就能保持清洁。它可防止钝化层的再形成,从而中断块体材料的连续性。
与机械压力的协同作用
真空本身是不够的;它必须与机械压力协同工作。
当对接头施加压力时,现有的表面氧化膜会被断裂。真空环境确保断裂处新暴露的金属不会立即氧化,从而实现有效的原子键合。
促进接头均质化
该过程的最终目标是消除气孔并实现均匀的接头。
真空通过防止界面处的气体夹带而对此有所帮助。这使得原子能够自由地在接触区域相互交织,将两块独立的金属融合成一个单一的固体单元。
理解权衡
真空不能取代表面处理
虽然高真空可以防止新氧化,但它并不总是能去除材料进入腔体之前形成的厚厚的、预先存在的氧化层。
仅仅依靠真空来“清洁”表面是一个常见的陷阱。钢在插入之前必须进行化学或机械清洁,以确保真空有效。
压力的必要性
高真空并不能消除大量机械力的需求。
如果没有足够的压力(通常通过塑性变形断裂氧化膜),真空只会保持材料之间的间隙,而不是将其关闭。系统必须平衡大气控制与机械应力。
为您的目标做出正确的选择
为了获得 RAFM 钢的最佳扩散焊结果,请使您的工艺参数与您的具体目标保持一致:
- 如果您的主要重点是防止界面失效:优先实现至少 1x10^-4 Pa 的真空度,以专门抑制铬氧化物的形成。
- 如果您的主要重点是消除气孔:确保您的真空系统与足够的轴向压力相结合,以引起表面粗糙度的塑性变形。
RAFM 钢扩散焊的成功在于无污染物真空环境与融合原子结构所需的机械力之间的精确同步。
摘要表:
| 参数 | 扩散焊中的作用 | 对 RAFM 钢的影响 |
|---|---|---|
| 真空度 | 1x10^-4 Pa | 防止铬氧化和表面钝化 |
| 机械压力 | 表面变形 | 断裂氧化膜并闭合界面间隙 |
| 温度 | 原子迁移率 | 促进跨接头的晶界迁移 |
| 表面处理 | 污染物去除 | 确保加热前金属与金属直接接触 |
使用 KINTEK 实现无瑕疵扩散焊
不要让氧化物损害您的结构完整性。在专家研发和制造的支持下,KINTEK 提供专业的高真空和 CVD 系统,以及其他实验室高温炉,所有这些都可以根据您独特的材料研究需求进行定制。
无论您是焊接 RAFM 钢还是先进合金,我们的系统都能提供实现卓越接头均质化所需的精确大气控制和热稳定性。
准备好提升您实验室的能力了吗? 立即联系我们,找到您的定制解决方案!
图解指南
参考文献
- Jin‐Gui Chen, Yushun Wei. Diffusion bonding of RAFM steels: Evolution of interfacial oxide layer with pressure and microstructure and mechanical property after post bonding heat treatment. DOI: 10.2298/jmmb231011007c
本文还参考了以下技术资料 Kintek Furnace 知识库 .
相关产品
- 高性能真空波纹管,实现系统的高效连接和稳定真空
- 用于真空系统的 304 316 不锈钢高真空球截止阀
- 用于高精度应用的超真空电极馈入连接器法兰电源线
- 用于 KF ISO CF 的超高真空法兰航空插头玻璃烧结气密圆形连接器
- 用于拉丝模纳米金刚石涂层的 HFCVD 机器系统设备






