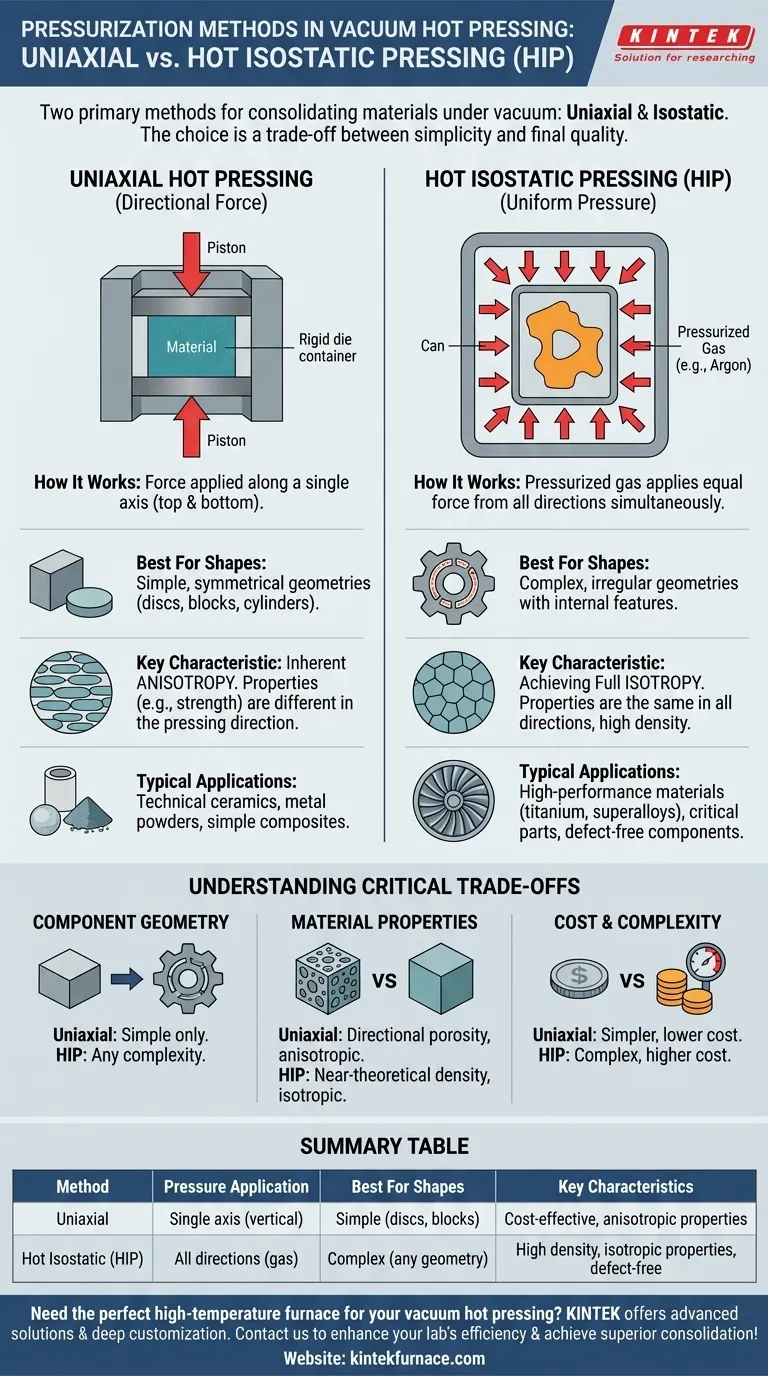
在真空热压中,有两种主要的加压方法用于材料固结:单轴加压和等静压。单轴加压沿单一轴线施加力,这非常适合创建盘状或块状等简单形状。相比之下,热等静压(HIP)使用加压气体从各个方向施加均匀的力,这对于致密化复杂形状和实现完全均匀的材料性能至关重要。
加压方法之间的基本选择是工艺简易性与最终部件质量之间的权衡。您的决定取决于所需部件的几何形状以及对均匀、无缺陷材料性能的需求。
单轴热压的基本原理
单轴热压是在真空环境中同时施加热量和压力的最直接方法。
工作原理:定向力的概念
在此过程中,粉末或预成型件被放置在通常由石墨制成的刚性模具内。然后,在系统加热的同时,活塞或柱塞沿单一垂直轴线压缩材料。
压力是直接且有方向性的,从顶部和底部挤压材料。这种简单性使其成为一种广泛使用且经济高效的技术。
典型应用和材料
该方法最适合生产简单的对称几何形状,例如圆柱体、圆盘和矩形块。
它通常用于致密化各种材料,包括许多工程陶瓷(如碳化硅)、金属粉末和复合材料,其中最终形状不复杂。
关键特征:固有的各向异性
由于力仅沿一个轴线施加,因此产生的材料晶粒可能会优先排列。这可能导致各向异性,即材料的机械和物理性能(如强度或导热性)在压制方向与垂直方向上有所不同。

热等静压(HIP)的原理
热等静压(HIP)是一种更先进的技术,可提供均匀固结,消除单轴加压的方向性限制。
工作原理:来自四面八方的均匀压力
在热等静压系统中,部件被密封在金属容器或“罐”中。然后将罐装部件放入高压容器内。
容器被加热并同时充入惰性气体(通常是氩气)至极高压力。这种气体同时从各个方向对部件施加均匀的等静压。
典型应用和材料
热等静压是要求最高密度和完美均匀性能的应用的金标准。它对于制造具有复杂或不规则几何形状且无法在简单模具中制造的部件至关重要。
此过程对于高性能材料(如钛合金、航空航天用高温合金以及用于医疗植入物或切削工具的先进陶瓷)至关重要,这些材料不容忍内部缺陷。
关键特征:实现完全各向同性和密度
全向压力在封闭材料内部空隙和孔隙方面非常有效。这使得部件能够达到其理论最大密度的近100%。
此外,由于压力是均匀的,最终部件是完全各向同性的,这意味着其性能在所有方向上都是相同的。
了解关键权衡
选择正确的方法需要平衡您的技术要求与工艺限制。
部件几何形状和复杂性
单轴加压仅限于可从刚性模具中弹出的简单形状。热等静压可以生产几乎任何复杂性的部件,包括带有内部通道或凹形特征的部件,因为压力与部件表面完美贴合。
最终材料性能(密度和均匀性)
虽然单轴加压生产致密部件,但可能会留下残余的方向性孔隙,并可能导致各向异性性能。热等静压在实现最高密度和保证部件整体各向同性、均匀性能方面更胜一筹。
设备成本和工艺复杂性
单轴热压机通常更简单、更小,购买和操作成本更低。热等静压系统高度复杂,需要处理高压气体的专业基础设施,并涉及更密集的工艺(例如,部件的装罐和拆罐),因此成本显著更高。
为您的目标做出正确选择
您的选择应由您正在制造的部件的最终使用要求驱动。
- 如果您的主要重点是经济高效地生产简单形状:单轴热压是最直接和经济的解决方案。
- 如果您的主要重点是在复杂几何形状中实现最大密度:热等静压(HIP)是必要且卓越的方法。
- 如果您的主要重点是消除关键、高可靠性部件的所有内部缺陷:您必须使用热等静压以确保完全固结和材料完整性。
最终,正确的加压方法是满足最终产品工程要求的方法。
总结表:
| 方法 | 加压方式 | 最适合的形状 | 主要特点 |
|---|---|---|---|
| 单轴 | 单轴(垂直) | 简单(圆盘,块状) | 成本效益高,各向异性性能 |
| 热等静压(HIP) | 全方向(气体) | 复杂(任何几何形状) | 高密度,各向同性性能,无缺陷 |
需要用于真空热压的完美高温炉吗? KINTEK凭借卓越的研发和内部制造能力,为各种实验室提供先进的解决方案,如马弗炉、管式炉、旋转炉、真空和气氛炉以及CVD/PECVD系统。我们强大的深度定制能力确保我们精确满足您独特的实验要求。立即联系我们,提升您实验室的效率并实现卓越的材料固结!
图解指南