简而言之,真空钎焊是一种高纯度材料连接工艺,其中填充金属在真空炉内两个组件之间熔化。真空可防止氧化,使填充金属通过毛细作用流动,并在冷却时形成异常坚固、清洁和均匀的接头,而不会熔化基材本身。
关键的见解是,真空不仅仅是过程的附带部分;它是促成因素。通过去除大气污染物,真空创造了一个化学纯净的环境,填充金属可以在其中完美地润湿并与母材结合,从而产生其他方法通常无法实现的接头质量。
基本原理:不熔化连接
真空钎焊基于一个简单而优雅的原理:您可以在不熔化两个部件的情况下将它们连接在一起。这是通过引入第三种材料——填充剂——来实现的,该材料具有较低的熔点。
填充金属的作用
整个过程都取决于钎焊填充金属。这种材料通常是合金,以糊状、箔状或线状形式存在,其熔点(液相线温度)低于被连接组件的熔点。
当组件被加热时,只有填充剂熔化,而母材保持固态。
毛细作用:驱动力
一旦熔化,填充金属会通过一种称为毛细作用的现象被吸入两个组件之间的狭窄间隙中。这与将水吸入窄管中的力相同。
为了使其有效工作,零件必须设计成它们之间具有非常小、受控的间隙。填充剂流入此间隙,完全润湿要连接的表面。
真空的关键作用
在真空炉中执行此过程是其与其他形式钎焊的区别所在。真空,通常是低压环境,可去除氧气和其他活性气体。
这可以防止金属零件在加热时表面形成氧化物。氧化物会形成屏障,阻止填充金属与母材正确结合,从而产生薄弱、不可靠的接头。

真空钎焊的分步过程
该过程是在能够达到1200°C以上温度的专用真空炉中进行的精心控制的热循环。
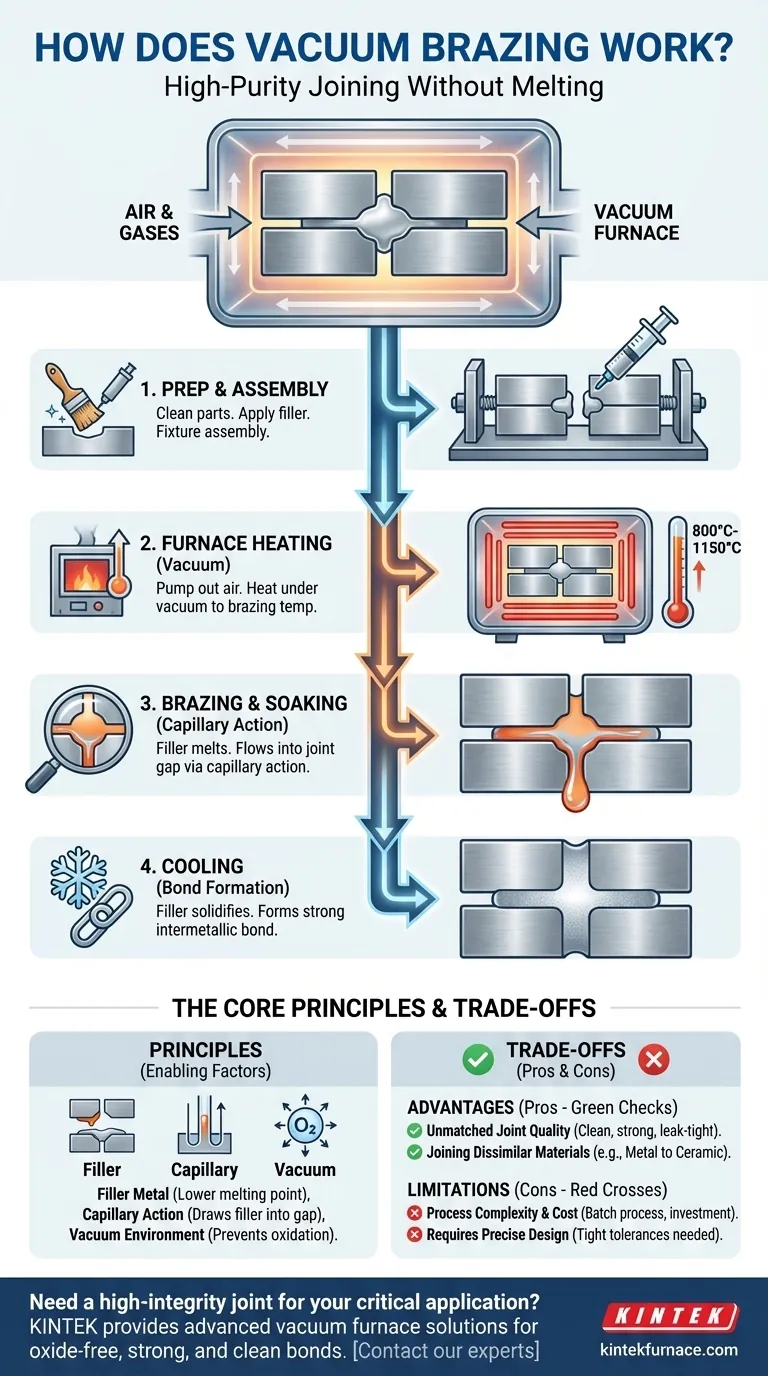
步骤1:准备和组装
要连接的组件必须仔细清洁,以去除任何油污、污垢或其他污染物。然后将填充金属涂敷到接头区域,并仔细组装零件并用夹具固定到位。
步骤2:炉循环 - 加热
组件被装入真空炉。空气被抽出以创建所需的真空度,然后炉开始加热组件。
温度以受控方式升高到指定的钎焊温度,该温度始终高于填充剂的熔点但低于母材的熔点。这通常介于800°C和1150°C之间。
步骤3:炉循环 - 钎焊和保温
达到温度后,组件会“保温”一小段时间,通常约为10分钟。在此期间,填充金属完全熔化并通过毛细作用流动,完全填充接头。
步骤4:炉循环 - 冷却
保温后,组件缓慢均匀冷却。当温度降至填充金属的凝固点(固相线温度)以下时,填充剂凝固,在组件之间形成坚固、永久的金属间键合。
理解权衡
虽然功能强大,但真空钎焊是一种具有独特优点和局限性的专业技术。
主要优点:无与伦比的接头质量
主要优点是创建了极其清洁、坚固且密封的接头。没有氧化物和助焊剂污染物,可产生具有卓越结构完整性和清洁、光亮表面的粘合,无需后处理清洁。
主要优点:连接异种材料
由于母材不熔化,真空钎焊在连接无法焊接在一起的材料方面非常有效。这包括将金属连接到陶瓷(例如,钢到陶瓷)或粘合截然不同的金属。
局限性:工艺复杂性和成本
真空炉代表着巨大的资本投资。该过程本质上也是一个批处理过程,与自动化焊接等连续过程相比,每个零件的速度更慢,成本更高,特别是对于大批量生产。
局限性:需要精确设计
对毛细作用的依赖意味着被连接零件之间的间隙或“间隙”至关重要。它必须设计和制造到严格的公差,以确保填充金属正确流动并填充整个接头。
为您的目标做出正确选择
决定是否使用真空钎焊完全取决于您的应用要求。
- 如果您的主要关注点是最大的接头完整性和清洁度:对于医疗植入物、航空航天组件或超高真空设备等应用,真空钎焊产生的无氧化物、高纯度接头通常是必需的。
- 如果您的主要关注点是连接异种材料:当您需要在金属和陶瓷等材料之间创建坚固可靠的粘合时,真空钎焊是可用的最有效方法之一。
- 如果您的主要关注点是标准应用的经济高效连接:对于不需要极高清洁度的一般制造,传统焊接或火焰钎焊通常是更经济、更快的选择。
最终,当接头的强度、纯度和精度不可协商时,真空钎焊是最终的解决方案。
总结表:
| 方面 | 真空钎焊 | 替代方法 |
|---|---|---|
| 接头清洁度 | 无氧化物,无助焊剂,光亮表面 | 可能需要后处理清洁 |
| 材料兼容性 | 非常适合异种材料(例如,金属到陶瓷) | 受可焊性限制 |
| 工艺速度与成本 | 批处理工艺,每个零件成本更高 | 对于大批量生产通常更快、更经济 |
| 接头强度 | 异常坚固、均匀的金属间键合 | 各不相同;可能较弱或存在不一致 |
您的关键应用需要高完整性接头吗?
在 KINTEK,我们利用卓越的研发和内部制造能力提供先进的真空炉解决方案。我们的专业知识确保您的真空钎焊工艺能够提供您的项目所需的无氧化物、坚固且清洁的粘合,尤其是在连接具有挑战性的材料时。
让我们讨论我们的高温炉和深度定制能力如何满足您的独特要求。
图解指南