在真空烧结中,温度和压力的管理是通过物理加热机制、压力施加方法和集成数字控制系统之间复杂的相互作用来实现的。这些系统能够对整个过程周期进行精确、可编程的控制,其中加热通过电阻或感应元件实现,压力通过单轴或等静压方式施加,所有这些都由自动化的PLC和PID控制器进行管理。
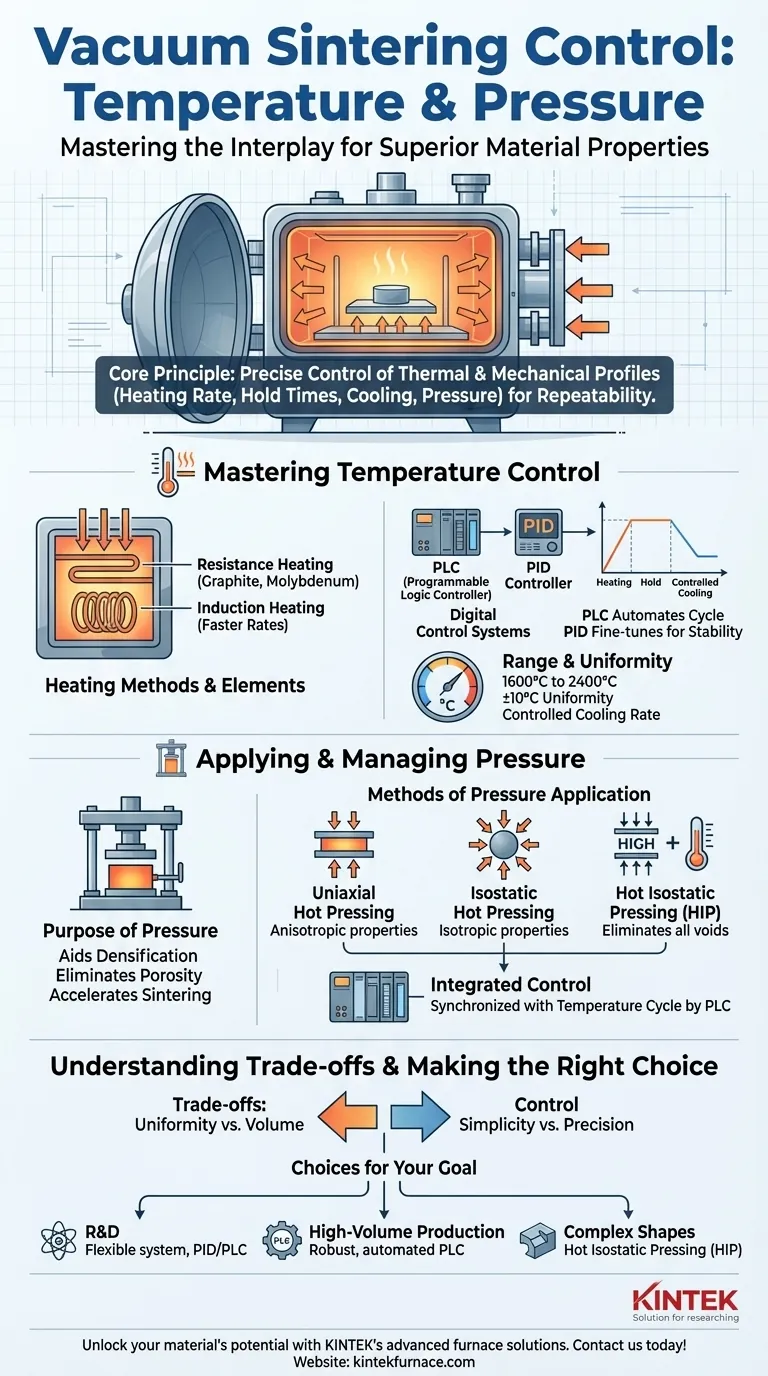
核心原则不仅是达到目标温度和压力,而是精确控制整个热学和力学剖面——加热速率、保温时间、冷却速率和压力施加——以高重复性地获得所需的最终材料性能。
掌握温度控制
实现特定的材料密度和微观结构始于对热环境的精确控制。现代熔炉对整个加热和冷却周期提供了高度的控制。
加热方法和元件
产生热量的方法是基础。电阻加热,使用石墨或钼等材料,很常见。感应加热为特定的导电材料提供更快的加热速率,而像微波加热等其他方法则用于专业应用。
这种灵活性使得炉子可以根据所烧结材料的特定热性能和加工要求进行定制。
数字控制系统
炉子的“大脑”是其控制系统。PID(比例-积分-微分)控制器对于微调温度至关重要,它们主动调整功率以防止超调目标并保持稳定。
这通常由PLC(可编程逻辑控制器)管理,它自动化整个预编程周期,包括加热速率、保温时间和冷却。这确保了从一个批次到下一个批次的过程一致性和可重复性。
温度范围和均匀性
真空烧结炉专为高性能应用而设计,其能力通常可达到1600°C至2400°C的超高温度。
同样重要的是温度均匀性,通常在高温区内保持在±10°C以内。这确保了组件的所有部分或批次中的所有组件都在相同条件下进行处理,从而防止密度或性能的变化。
受控冷却
当达到峰值温度时,过程并未结束。冷却速率也是一个关键的受控变量。受控气体冷却等方法用于管理冷却速率,这可以显著影响材料的最终微观结构和机械性能。

施加和管理压力
在真空加压烧结中,施加受控的外部压力以帮助致密化、消除残余孔隙并加速在较低温度下的烧结过程。
压力的目的
虽然真空去除大气污染物和截留气体,但施加的压力主动将材料颗粒压在一起。这种机械辅助是实现接近理论完全密度的关键,这通常是仅凭真空无法实现的。
压力施加方法
在烧结过程中施加压力有三种主要方法:
- 单轴热压:压力沿单一轴线施加。这是一种直接且相对简单的方法,但可能导致各向异性特性(在不同方向上具有不同的特性)。
- 等静压:压力从所有方向均匀施加,通常使用气体介质。这会产生更均匀的致密化和各向同性特性。
- 热等静压 (HIP):此过程将非常高的等静压与高温结合,代表了消除关键部件中所有残余孔隙的黄金标准。
集成控制
压力的施加并非一个独立的步骤。它由中央PLC系统与温度循环精确同步和定时。这确保了在过程中最佳时刻施加和释放压力,以实现所需的结果。
理解过程的权衡
尽管这些控制系统功能强大,但它们也伴随着必须管理的固有复杂性和权衡。
均匀性与体积
随着炉体积的增加,实现严格的温度均匀性变得指数级更具挑战性。大规模生产需要复杂的炉工程设计,以确保每个组件都经历相同的热剖面。
控制简易性与精度
手动控制或简单的编程器可能足以完成基本任务,但它们缺乏全自动PLC系统的可重复性和精确性。然而,PLC系统在编程、设置和操作员培训方面需要大量的初始投资。
压力方法和组件几何形状
单轴压制最适合盘状或块状等简单形状。复杂的三维形状则极大受益于等静压,它确保压力均匀施加到所有表面,但设备更复杂且成本更高。
为您的目标做出正确选择
最佳的控制策略完全取决于您的具体材料和制造目标。
- 如果您的主要重点是材料研发:您需要一个灵活的系统,具备完全可编程的PID/PLC控制,以便轻松测试和验证新的加工周期。
- 如果您的主要重点是大批量生产:优先选择一个强大且全自动的PLC系统,以确保最大的可重复性、过程安全性和操作效率。
- 如果您的主要重点是在复杂形状中实现最大密度:热等静压 (HIP) 是明确的选择,因为它能够施加均匀压力并消除内部空隙。
掌握温度和压力精确同步的控制是释放先进烧结材料全部性能潜力的关键。
总结表:
| 控制方面 | 关键方法 | 典型范围/均匀性 | 目的 |
|---|---|---|---|
| 温度 | 电阻/感应加热,PID/PLC控制 | 1600°C至2400°C,±10°C均匀性 | 实现所需的密度和微观结构 |
| 压力 | 单轴、等静压、热等静压 (HIP) | 均匀或单轴施加 | 消除孔隙,加速烧结 |
利用 KINTEK 先进的高温炉解决方案,释放您材料的全部潜力!凭借卓越的研发和内部制造能力,我们为各种实验室提供用于真空烧结的精确控制系统。我们的产品线,包括马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统,辅以强大的深度定制能力,可满足您独特的实验需求。无论是研发、大批量生产还是复杂形状,KINTEK 都能确保可重复、高效的工艺。 立即联系我们 讨论我们如何提升您的烧结成果!
图解指南