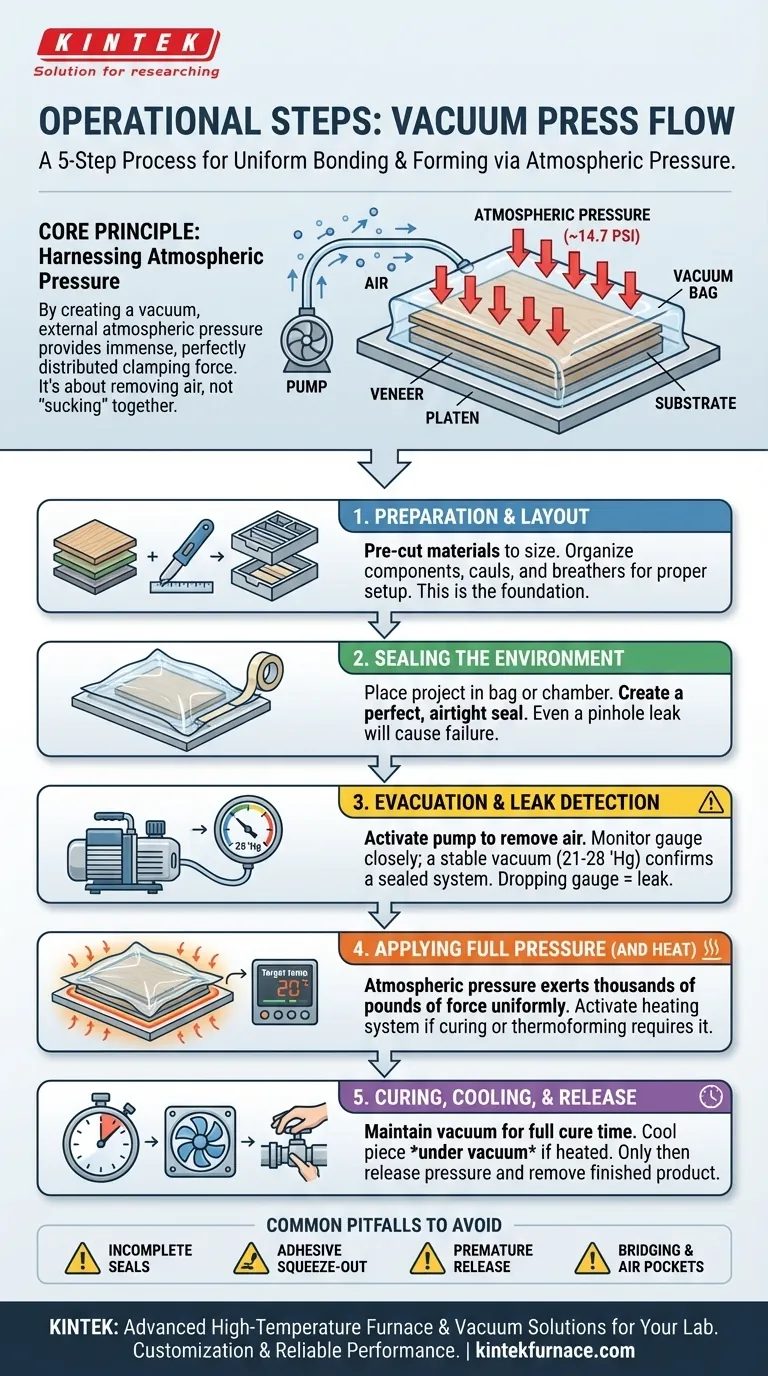
操作真空压机是一个精确的五步过程,可确保完美的粘合和成型。核心步骤包括准备材料并将其封闭在密封环境中,抽空所有空气以产生真空,让大气压力作用于工件,最后让项目固化后释放。这种方法保证了整个表面的均匀压力,这是传统夹具无法实现的。
真空压制的核心原理不是主动施加力,而是排除空气。通过制造真空,您让地球大气层巨大而稳定的重量提供均匀的夹紧压力,从而获得完美的效果。
核心原理:利用大气压力
在详细介绍步骤之前,了解真空压机的工作原理至关重要。它不会“吸”住组件。
相反,真空泵会从密封袋或腔室内部抽走空气分子。这会在内部(接近零压力)和外部(标准大气压力)之间产生显著的压差。
在海平面,大气压力约为 每平方英寸 14.7 磅(PSI)。通过抽走袋内的空气,您允许这种外部大气压力均匀地压在项目上的每一平方英寸。这是巨大且完美分布的夹紧力的来源。

过程的分步细分
真空压制循环中的每个步骤对于成功的结果都至关重要。跳过或仓促完成其中任何一个步骤都可能导致失败。
步骤 1:准备和布局
这是您项目的基础。在任何东西进入袋子之前,请确保所有组件都已妥善准备。
这包括将薄木片或层压材料切割成尺寸,准备基材,以及组织任何必要的物品,如垫板或透气网,以帮助从复杂形状中排出空气。
步骤 2:密封环境
您的项目被放置在真空袋或腔室内。整个操作的成功取决于完美的密封性。
使用专用密封胶带,袋口被仔细封闭。即使是针孔泄漏也会阻止系统达到完全真空并影响压制效果。
步骤 3:抽真空和泄漏检测
一旦密封,真空发生器(泵)就会连接并启动。它开始从袋子中排出空气。
这是最关键的诊断阶段。密切观察真空表。健康的系统会抽取强真空(通常为 21-28 英寸汞柱),并在泵关闭后保持稳定。如果压力表读数下降,则表示存在必须找到并修复的泄漏。
步骤 4:施加全压(和热量)
在达到稳定真空后,“夹紧”现在处于活动状态。大气压力正在均匀地对您的工件施加数千磅的力。
对于需要加热的应用,例如固化某些树脂或热成型,集成加热系统会启动。控制系统确保真空水平和温度在所需持续时间内保持在目标值。
步骤 5:固化、冷却和释放
项目必须在真空下保持粘合剂建议的整个固化时间。过早释放压力将导致粘合弱化或失败。
如果使用了加热,则需要进行冷却循环。工件必须在真空下冷却,以防止材料在失去热量时翘曲或“回弹”。只有在固化完成且零件冷却后,才能释放真空并取出成品。
常见陷阱及如何避免
了解潜在的故障与知道正确的步骤同样重要。几乎所有问题都可以追溯到少数几个常见错误。
密封不完整和泄漏
这是失败的首要原因。离开前务必仔细检查密封。真空表读数下降是立即找到并修补泄漏的信号。
胶水溢出
过量的胶水在压力下可能会被挤出,从而可能将您的项目粘到真空袋本身。在您的项目和袋子之间使用不粘的透气或渗胶布来吸收多余的胶水并帮助气流。
过早释放真空
粘合剂需要时间才能达到其完全粘合强度。在制造商建议的固化时间完成之前结束真空循环将导致分层和最终产品强度弱化。
架桥和气穴
在复杂、弯曲或尖角项目上,袋子可能会在凹陷区域“架桥”,从而滞留空气。使用泡沫或废料来创建更平缓的曲线,并确保透气网允许空气从这些潜在气穴中排出。
为您的目标做出正确选择
您的具体项目决定了要强调过程的哪些部分。
- 如果您的主要重点是木材贴面或层压: 确保均匀涂抹粘合剂,并让工件在稳定真空下固化到建议的完整时间。
- 如果您的主要重点是成型复合材料(例如,玻璃纤维、碳纤维): 强调使用渗胶和透气材料来管理过量树脂并确保在没有气穴的情况下完全饱和的重要性。
- 如果您的主要重点是热成型塑料: 突出加热系统精确温度控制的关键作用,仅在达到完全稳定的真空后才施加。
通过掌握这些基本步骤,您可以将真空压机从一个简单的工具转变为一个用于完美制造的精密仪器。
总结表:
| 步骤 | 关键行动 | 目的 |
|---|---|---|
| 1 | 准备和布局 | 确保材料切割和组织,以便正确设置 |
| 2 | 密封环境 | 在真空袋或腔室中创建气密密封 |
| 3 | 抽真空和泄漏检测 | 排除空气并监测泄漏以实现稳定真空 |
| 4 | 施加全压(和热量) | 使用大气压力进行均匀夹紧;如有需要可加热 |
| 5 | 固化、冷却和释放 | 让粘合剂完全固化,在真空下冷却,然后释放 |
准备好使用真空压机实现完美效果了吗? 在 KINTEK,我们利用卓越的研发和内部制造能力,为您的实验室提供先进的高温炉解决方案。我们的产品线包括马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统,所有这些都由强大的深度定制能力支持,以精确满足您独特的实验需求。无论您从事木工、复合材料还是热成型,我们的专业知识都能确保可靠的性能和效率。立即联系我们,讨论我们如何以精度和创新支持您的项目!
图解指南