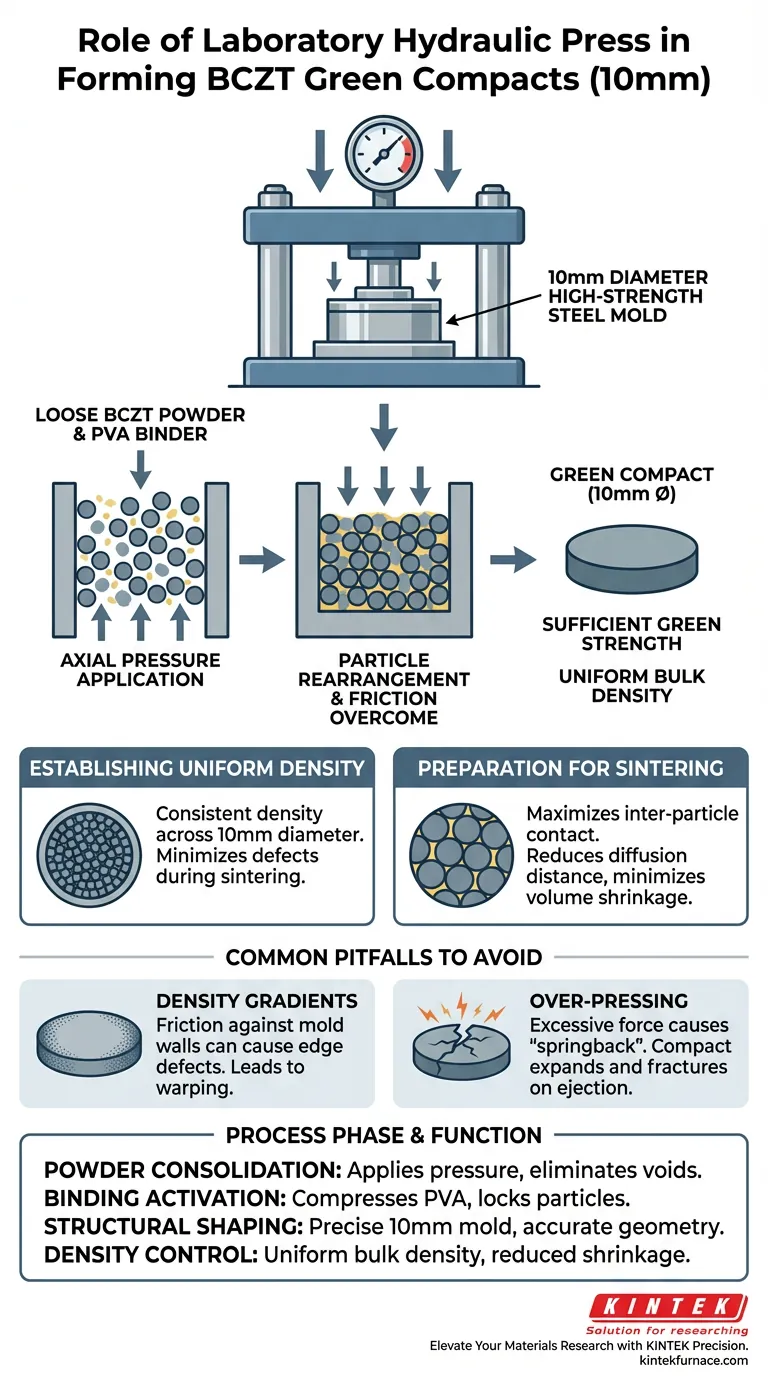
实验室液压机是致密化和成型的关键机制。它通过高强度钢模具施加精确、均匀的轴向压力,将松散的 Ba0.85Ca0.15Zr0.1Ti0.9O3 (BCZT) 粉末转化为实心、直径为 10 毫米的圆盘。这个过程会形成一个“生坯压块”,具有足够的机械强度,可以在最终烧制阶段之前进行处理。
压机使粉末颗粒能够克服摩擦并有效地重新排列,利用粘合剂建立一致的堆积密度,这对于成功的高温烧结至关重要。
BCZT 压实机理
克服颗粒摩擦
松散的 BCZT 粉末由于颗粒间的摩擦而自然抵抗压实。液压机施加必要的力来克服这种阻力。
通过施加高轴向压力,压机迫使颗粒相互滑动。这种重新排列消除了空隙,并确保在 10 毫米模具内紧密堆积。
粘合剂的作用
为了促进这种运动,通常将聚乙烯醇 (PVA) 等粘合剂与粉末混合。
压机的压力激活了 PVA 的粘合特性。这有助于将重新排列的颗粒锁定在原位,确保在压力释放后形状得以保持。
获得“生坯强度”
使用压机的直接目标是创建“生坯压块”——一个未烧制的陶瓷体。
该压块必须具有足够的物理强度,才能承受从钢模具中弹出和后续处理。如果没有液压系统提供的均匀压力,10 毫米圆盘在取出时很可能会碎裂或开裂。
对最终性能的关键影响
建立均匀密度
液压机的作用不仅仅是塑造粉末;它还建立了材料的堆积密度。
压力的均匀施加确保了整个 10 毫米直径的密度一致。这种一致性对于避免后续制造步骤中的缺陷至关重要。
为烧结做准备
生坯压块的质量决定了烧结(加热)过程的成功与否。
通过压力最大化颗粒间的接触,压机减小了原子在加热过程中需要扩散的距离。这最大限度地减少了体积收缩,并为材料致密化成功能性陶瓷奠定了稳定的基础。
应避免的常见陷阱
密度梯度
虽然液压压机很有效,但轴向压力的施加有时会产生密度梯度。
与模具壁的摩擦可能导致 10 毫米圆盘的边缘比中心密度低。如果压力施加不平稳或模具壁未正确润滑,则在烧结过程中可能导致翘曲。
过度加压
有可能施加过大的压力。
过大的力会导致“回弹”,即被困住的空气或粘合剂中的弹性能量会导致压块在弹出时膨胀和断裂。找到最佳压力窗口对于 BCZT 的完整性至关重要。
为您的目标做出正确选择
为了确保高质量的 BCZT 样品,请根据您的具体结果调整压制策略:
- 如果您的主要关注点是机械处理:确保使用足够的压力来激活 PVA 粘合剂,从而创建不会碎裂的坚固生坯。
- 如果您的主要关注点是最终密度:优先考虑均匀施压,以最大化颗粒重排,从而在高温烧结阶段最大限度地减少收缩和开裂。
精确控制的液压压制阶段是生产高性能 BCZT 陶瓷的必要前提。
摘要表:
| 工艺阶段 | 液压压机功能 | 关键结果 |
|---|---|---|
| 粉末压实 | 施加高轴向压力以克服颗粒摩擦。 | 消除空隙和紧密颗粒堆积。 |
| 粘合剂活化 | 压缩 PVA 粘合剂以将颗粒锁定在原位。 | 高生坯强度,便于安全处理。 |
| 结构成型 | 将材料压入精确的 10 毫米高强度钢模具。 | 精确的圆盘几何形状和尺寸。 |
| 密度控制 | 在圆盘上建立均匀的堆积密度。 | 最终烧结过程中体积收缩减少。 |
通过 KINTEK 精密技术提升您的材料研究
要获得完美的 BCZT 生坯压块,需要的不仅仅是力——还需要精度和可靠性。KINTEK 提供行业领先的实验室液压压机和精密模具,旨在消除密度梯度并防止样品断裂。
凭借专家级的研发和制造支持,KINTEK 提供全面的实验室解决方案,包括马弗炉、管式炉、旋转炉、真空炉和 CVD 系统,以及可定制的高温炉和液压设备,以满足您独特的研究需求。
不要让“回弹”或密度梯度毁掉您的烧结结果。立即联系我们的技术专家,为您的先进陶瓷材料找到理想的压制解决方案。
图解指南
参考文献
- Baoyun Wang, Yongjun Tian. High-temperature structural disorders stabilize hydrous aluminosilicates in the mantle transition zone. DOI: 10.1038/s41467-025-56312-z
本文还参考了以下技术资料 Kintek Furnace 知识库 .










