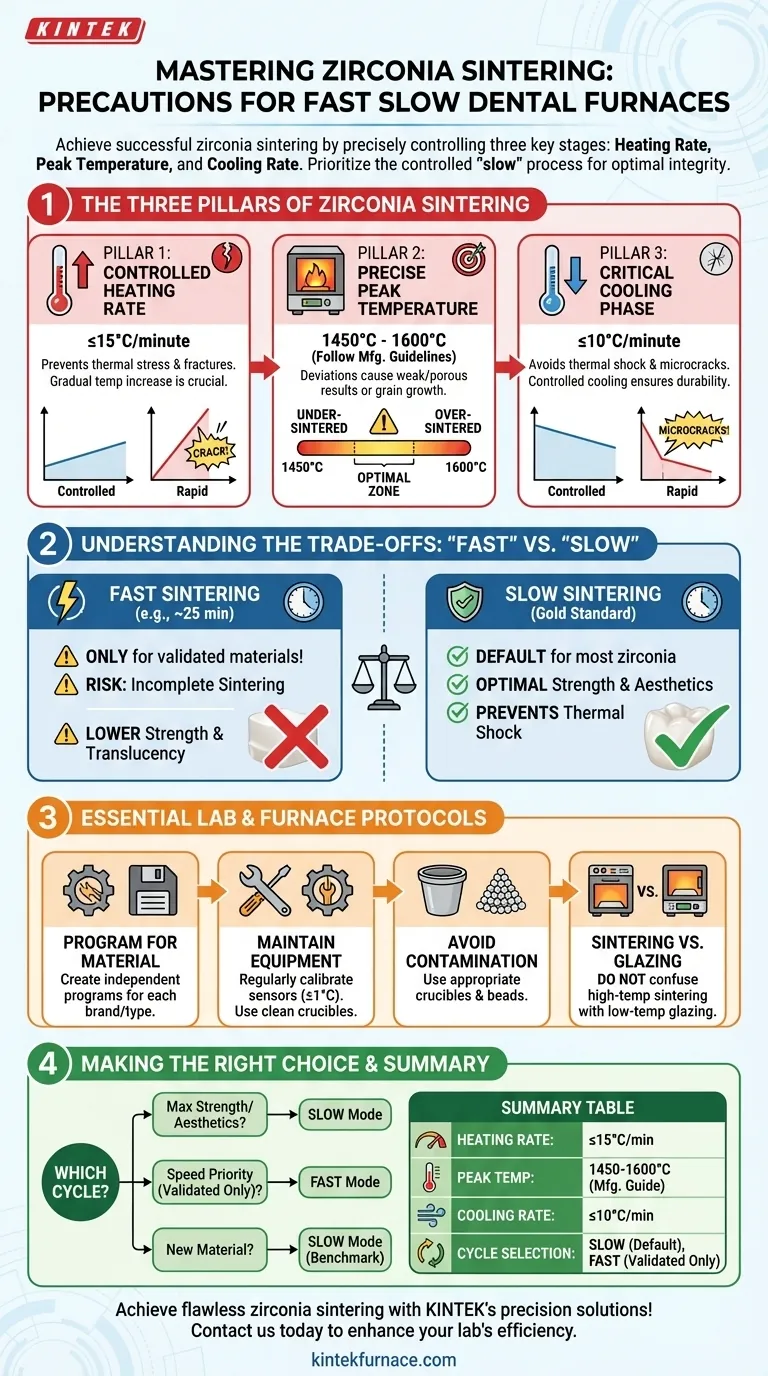
为确保氧化锆烧结成功,您必须精确控制三个关键阶段:加热速率、峰值温度和冷却速率。最关键的预防措施是保持缓慢的加热速率(低于 15°C/分钟)以防止断裂,调整峰值温度(在 1450°C 到 1600°C 之间)以匹配特定的氧化锆制造商指南,并确保更慢的冷却速率(低于 10°C/分钟)以避免热冲击和微裂纹。
双模式“快慢”炉提供了灵活性,但氧化锆的基本特性决定了工艺。真正的掌握不在于默认使用“快”设置,而在于理解材料的完整性何时需要刻意、受控的“慢”过程。
氧化锆烧结的三大支柱
烧结是一个转变的过程,任何仓促或偏差都可能影响最终结果。坚持这三大支柱是实现具有最佳强度和美学效果修复体的不可谈判的要求。
支柱 1:控制加热速率
初始加热阶段是修复体最容易受到热应力的时候。温度的快速升高会在氧化锆的表面和核心之间产生显著的差异。
这种应力很容易导致开裂,尤其是在较厚的修复体或多单元桥中。建议的最大加热速率为≤15°C/分钟,以使温度均匀分布,防止内部应力积聚。
支柱 2:精确的峰值温度
并非所有氧化锆都使用通用的烧结温度。每种品牌和类型(例如,高强度与高透光率)都有制造商指定的特定峰值温度,通常落在1450°C 至 1600°C 范围内。
偏离这个精确的目标可能会产生重大后果。烧结不足会导致修复体强度弱、多孔,而过度烧结会导致晶粒长大,从而降低强度并对透光率和颜色产生负面影响。
支柱 3:关键的冷却阶段
冷却阶段与加热阶段同等重要。当氧化锆冷却时,它会经历一个涉及轻微体积变化的相变。
如果冷却过快,会引入热冲击,导致微裂纹,从而损害修复体的长期结构完整性。受控的冷却速率≤10°C/分钟对于防止这种情况并确保最大耐用性至关重要。
理解权衡:“快”与“慢”
双模式炉在速度和精度之间提供了选择。理解每种模式的含义是避免代价高昂的失败的关键。
何时使用快速烧结(及其风险)
“快速”循环(最短可至 25 分钟)专门设计用于明确验证可快速烧结的特定氧化锆材料。
在标准氧化锆上使用此模式存在重大风险。它可能导致烧结不完全、最终强度降低和透光率下降。在尝试快速循环之前,请务必与材料制造商核实。
为什么慢速烧结仍然是黄金标准
“慢速”模式是绝大多数氧化锆材料的默认、安全和推荐方法。它遵循实现最佳结果所需的受控加热和冷却速率。
对于高度美学陶瓷,特别是那些含有玻璃相组分的陶瓷,慢速烧结可确保均匀的散热并防止材料流动问题,从而产生卓越的透光率和一致的颜色。
基本的炉子和实验室规程
除了烧结循环本身之外,一致的结果还取决于严格的实验室规程和设备维护。
针对材料的程序
切勿对不同材料使用单一的通用程序。为您使用的每种特定品牌和类型的氧化锆创建并保存独立的烧结程序。这可以防止因使用错误参数而导致的灾难性错误。
维护您的设备
炉子的准确性至关重要。确保定期校准温度传感器和加热元件,以保持所需的 ±1°C 精度。使用干净、合适的坩埚和烧结珠,以避免污染修复体。
澄清烧结与上釉
不要将低温上釉循环与高温烧结循环混淆。在 800-900°C 运行的程序用于施加最终釉料,而不是用于烧结核心氧化锆材料。混淆这些将导致完全失败。
为您的修复体做出正确的选择
您选择的烧结循环应由病例的临床要求和您使用的特定材料来驱动。
- 如果您的主要重点是最大的强度和美学效果(例如,前牙修复,桥体): 始终使用慢速烧结模式,并严格遵循氧化锆制造商的协议。
- 如果您的主要重点是单个、非关键修复体的速度: 仅当您使用的特定氧化锆经过制造商明确验证可用于该循环时,才使用快速模式。
- 如果您是第一次烧结新型氧化锆: 应始终从制造商推荐的慢速烧结程序开始,以建立质量和性能的基准。
将炉子视为精密仪器而非家用电器,您将每次都能获得可预测的高质量结果。
总结表:
| 预防措施 | 关键细节 |
|---|---|
| 加热速率 | ≤15°C/分钟,以防止断裂 |
| 峰值温度 | 1450°C 至 1600°C,遵循制造商指南 |
| 冷却速率 | ≤10°C/分钟,以避免微裂纹 |
| 循环选择 | 大多数氧化锆使用慢速模式;仅在经验证的情况下使用快速模式 |
| 设备维护 | 定期校准和清洁坩埚以确保准确性 |
使用 KINTEK 的精密解决方案实现完美无瑕的氧化锆烧结! 我们利用卓越的研发和内部制造能力,为牙科实验室提供先进的高温炉,如马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统。我们强大的深度定制能力可确保精确满足您独特的实验需求。立即联系我们,以提高您实验室的效率和质量!
图解指南