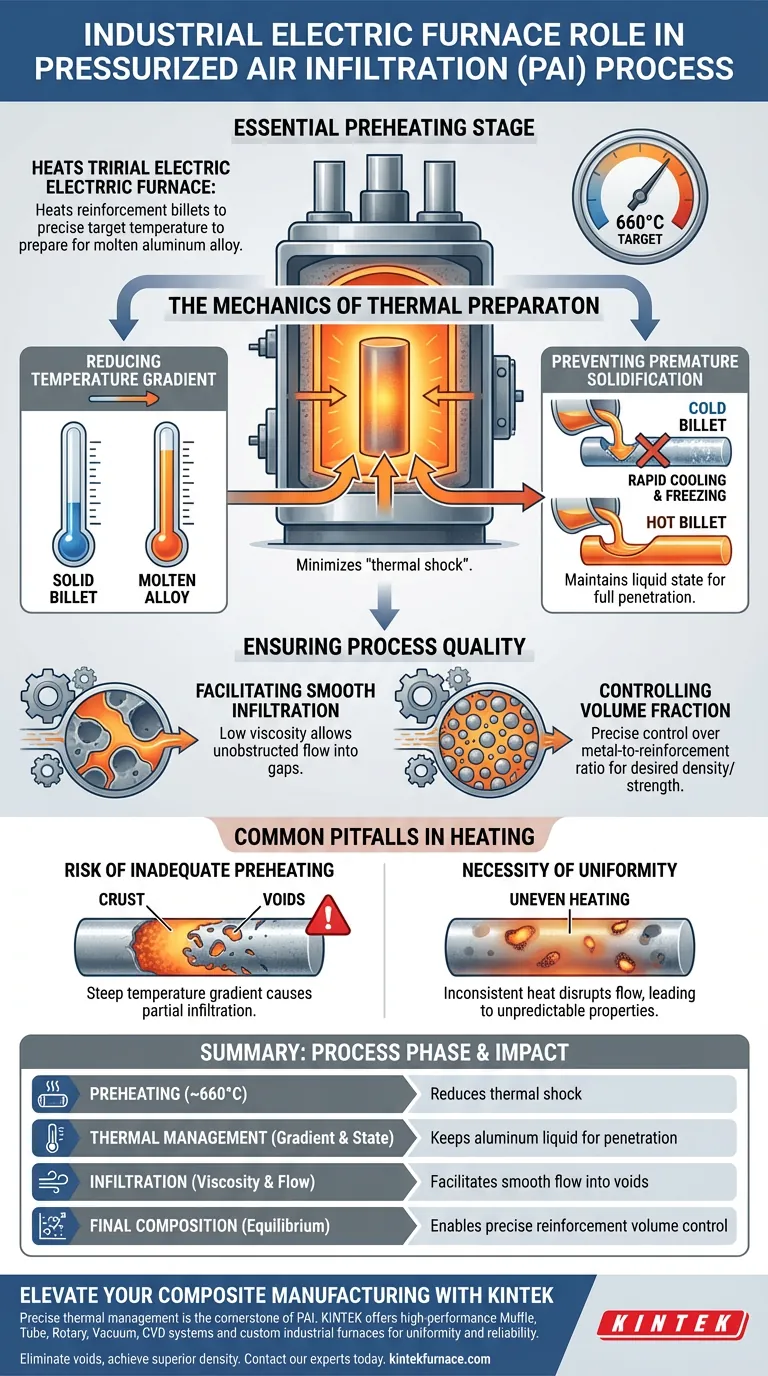
工业电炉在加压空气渗透(PAI)过程中起着至关重要的预热阶段作用。它将含有增强颗粒的金属坯加热到精确的目标温度,通常在660°C左右,为熔融铝合金的引入做准备。
通过显著减小固体坯料和熔融金属之间的温差,炉子确保合金保持液态足够长的时间以渗透增强材料。这可以防止因冷却引起的堵塞,并保证复合材料结构的均匀性。
热制备的机械原理
减小温差
PAI中的主要挑战是液态铝合金与固体增强坯料之间的热差异。
电炉将坯料的温度升高到与合金熔点相匹配或接近的温度,通常为660°C。这最大限度地减少了熔融金属接触坯料时经历的“热冲击”。
防止过早凝固
如果熔融铝接触到冷坯料,它会迅速散失热能。
这种快速冷却会导致金属在完全渗透模具之前就冻结(凝固)。炉子确保坯料保持足够的热能,使铝在整个渗透阶段保持液态。
确保工艺质量
促进顺畅渗透
为了获得高质量的复合材料,金属必须自由地流入增强颗粒之间的微观空隙。
预热确保金属的粘度保持较低,使其能够顺畅地渗透到间隙中而不会受到阻碍。这会在基体(金属)和增强材料之间形成无缝的结合。
控制体积分数
PAI过程的最终目标是实现金属与增强材料的特定比例。
通过维持必要的温度,炉子可以实现对增强相体积分数的精确控制。这确保了最终材料符合其设计的密度和强度规格。
加热中的常见陷阱(权衡)
预热不足的风险
如果炉子未能达到目标温度(例如660°C),温差仍然过大。
这会导致部分渗透,金属在表面形成“外壳”,但坯料内部没有金属。这会导致组件结构受损。
均匀性的必要性
炉子必须在整个坯料中提供一致的热量,而不仅仅是表面。
不均匀的加热会导致局部凝固点,破坏熔融合金的流动,并导致材料最终性能出现不可预测的差异。
为您的目标做出正确选择
为了最大限度地提高PAI过程的有效性,请关注温度和流动之间的关系。
- 如果您的主要关注点是结构完整性:确保您的炉子经过校准,能够达到精确的目标温度(例如660°C),以防止因金属过早冻结而产生的空隙。
- 如果您的主要关注点是材料一致性:优先考虑预热阶段的持续时间,以确保坯料核心与熔融合金达到热平衡,从而保证精确的体积分数控制。
精确的热管理是表面涂层与真正的复合材料之间的区别。
总结表:
| 工艺阶段 | 炉子功能 | 对质量的影响 |
|---|---|---|
| 预热 | 达到约660°C的目标温度 | 减小坯料与合金之间的热冲击 |
| 热管理 | 最小化温差 | 使铝保持液态以实现完全渗透 |
| 渗透 | 确保金属粘度低 | 促进顺畅流入微观空隙 |
| 最终成分 | 维持热平衡 | 实现增强体积分数的精确控制 |
通过KINTEK提升您的复合材料制造水平
精确的热管理是成功加压空气渗透的基石。在KINTEK,我们深知即使是微小的温度偏差也会损害您材料的结构完整性。
凭借专业的研发和世界一流的制造能力,KINTEK提供高性能的马弗炉、管式炉、旋转炉、真空炉和CVD系统,以及专业的工业高温炉。无论您需要将坯料加热到完美的660°C,还是需要为独特的研究需求提供完全可定制的解决方案,我们的设备都能满足您实验室所需的均匀性和可靠性。
准备好消除空隙并实现卓越的材料密度了吗? 立即联系我们的技术专家,为您的应用找到完美的炉子解决方案。
图解指南
参考文献
- Ahmed hewidy, Ibrahim Sabry. MECHANICAL AND TRIBOLOGICAL CHARACTERISTICS OF STIR-CASTING Al2O3-SiC-Gr/Al6063 HYBRID COMPOSITE. DOI: 10.21608/jest.2024.334761
本文还参考了以下技术资料 Kintek Furnace 知识库 .


