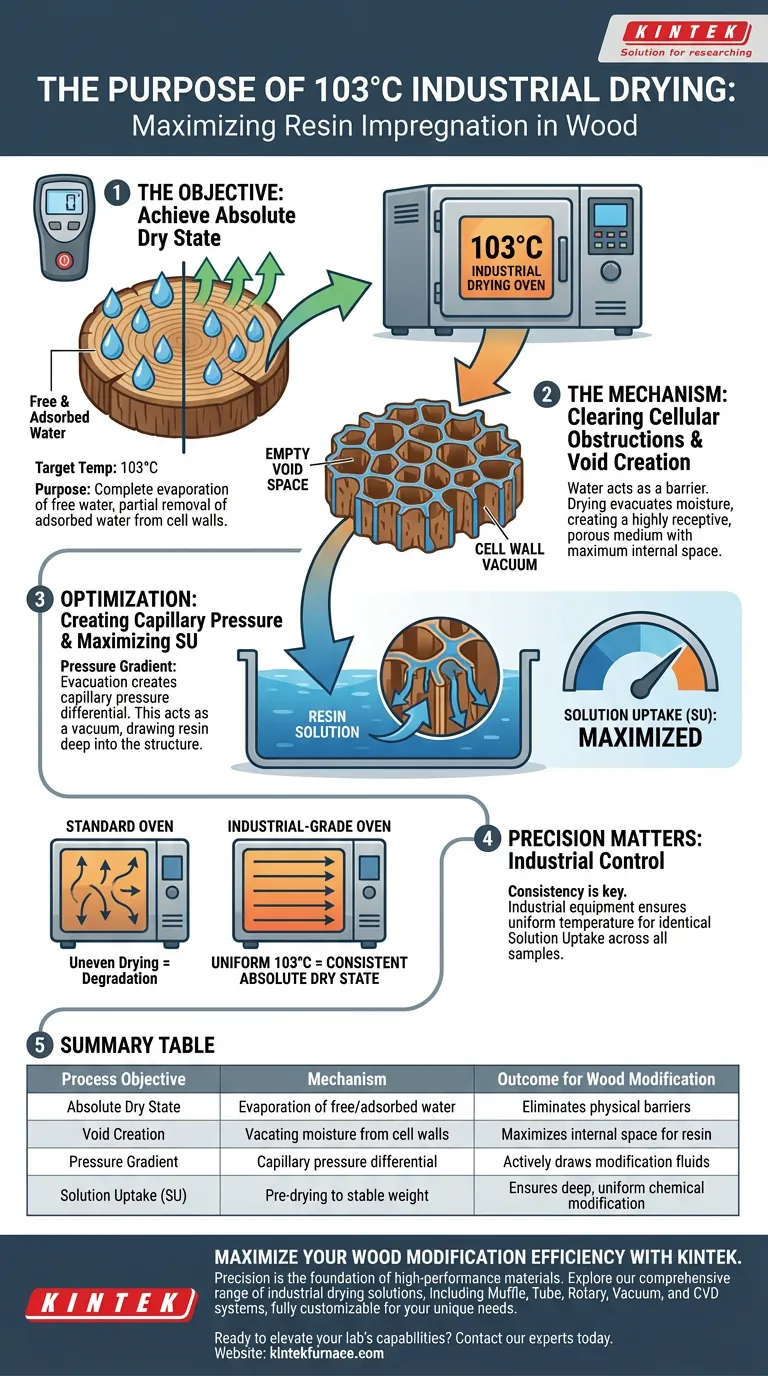
使用工业级烘箱将木材样品加热到 103 °C 的主要目的是消除水分屏障,并为深度化学改性准备细胞结构。通过彻底去除细胞腔和细胞壁中的游离水和大部分吸附水,木材达到绝对干燥状态。这种排空会产生最大的内部空隙空间,并建立毛细管压力差,在随后的浸渍阶段主动将树脂溶液吸入材料中。
核心要点 达到“绝对干燥状态”不仅仅是为了去除湿气;它还包括机械性地清空细胞结构。通过排出细胞壁中的水分,您会产生物理空隙和压力梯度,这相当于真空,对于最大化溶液吸收 (SU) 并确保树脂深入木材微观结构至关重要。
水分去除的物理学
达到绝对干燥状态
目标温度103 °C是特定的且至关重要的。在此阈值下,烘箱可确保游离水(细胞腔中的液态水)完全蒸发,并排出部分吸附水(细胞壁内结合的水)。
清除细胞障碍物
木材中的水分充当物理屏障。如果细胞腔或细胞壁仍被水分占据,改性液就没有物理空间进入。
通过排出这些水分,干燥过程将木材转化为高度易接受的多孔介质,为饱和做好准备。

优化树脂浸渍
产生毛细管压力差
干燥过程的作用不仅仅是打开空间;它还产生了流动驱动力。水分的排空会在空的多孔木材与外部环境之间产生毛细管压力差。
当干燥的木材浸入树脂溶液中时,这种压力差有助于流体快速深入地进入木材结构。
最大化溶液吸收 (SU)
此准备阶段的最终指标是溶液吸收 (SU)。如果没有 103 °C 的干燥阶段,树脂只会涂覆表面或仅进行浅层渗透。
预干燥可确保改性剂能够完全渗透到木材细胞壁的内部,从而实现彻底均匀的改性,而不是表面处理。
理解设备精度的作用
工业控制的必要性
虽然此阶段的主要目标是高温干燥(103 °C),但使用工业级烘箱意味着需要一致性。
标准烘箱可能会出现波动,导致干燥不均匀,一些样品保留水分,而另一些样品则会降解。工业设备可确保所有样品之间的温度均匀,以保证“绝对干燥”基线。
区分工艺阶段
区分此准备阶段与后续加工阶段至关重要。虽然 103 °C 用于浸渍前干燥,但通常在浸渍之后使用较低的控制温度(例如 80 °C)来蒸发溶剂,而不会引发树脂过早固化。
103 °C 阶段纯粹是为了空隙形成,而后续的加热阶段则侧重于化学品管理(防止过早交联)。
为您的目标做出正确选择
为确保您的木材改性过程成功,请根据您的具体目标应用干燥原理:
- 如果您的主要重点是深层结构改性:确保您的样品在 103 °C 下达到稳定重量,以保证游离水的完全排出,从而最大化树脂可用体积。
- 如果您的主要重点是工艺一致性:使用精密控制的工业烘箱消除温度梯度,确保每块木材样品都具有相同的溶液吸收潜力。
根本上,103 °C 的干燥步骤不仅仅是为了脱水;它是为了战略性地创造空间,以实现最大的化学性能。
摘要表:
| 工艺目标 | 机制 | 对木材改性的影响 |
|---|---|---|
| 绝对干燥状态 | 游离水和吸附水的蒸发 | 消除细胞腔内的物理屏障 |
| 空隙形成 | 排出细胞壁中的水分 | 最大化树脂渗透的内部空间 |
| 压力梯度 | 毛细管压力差 | 主动将改性流体吸入木材结构 |
| 溶液吸收 (SU) | 预干燥至稳定重量 | 确保深度、均匀的化学改性,而非表面涂层 |
使用 KINTEK 最大化您的木材改性效率
精度是高性能材料的基础。在KINTEK,我们深知达到绝对干燥状态需要的不仅仅是热量——它还需要均匀性和可靠性。
KINTEK拥有专业的研发和制造支持,提供全面的马弗炉、管式炉、旋转炉、真空炉和 CVD 系统,以及专用实验室高温炉。我们的工业干燥解决方案可完全定制,以满足您独特的研究或生产需求,确保一致的温度控制,以实现最佳的溶液吸收 (SU)。
准备好提升您实验室的能力了吗? 立即联系我们的专家,为您的木材改性和树脂浸渍项目找到理想的热解决方案!
图解指南
参考文献
- Johannes Karthäuser, Holger Militz. Utilizing pyrolysis cleavage products from softwood kraft lignin as a substitute for phenol in phenol-formaldehyde resins for modifying different wood species. DOI: 10.1007/s00107-024-02056-4
本文还参考了以下技术资料 Kintek Furnace 知识库 .
